

Method for making a flux cored wire
A technology of flux-cored welding wire and manufacturing method, applied in the field of manufacturing flux-cored welding wire
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0095] Hereinafter, examples of the present invention will be described. Using the aforementioned Figure 5-8 The butt joint forming process and conditions shown, the flux-cored wire manufacturing process and conditions shown in Fig. 9(a), and the manufacturing Flux-cored wire of product diameter.
[0096] At this time, a hoop made of commercially available mild steel plate was used, a flux containing Fe-Cr and zircon sand was used as the main component, and the above-mentioned lubricant containing molybdenum disulfide was used as a sulfur-based extreme pressure agent to manufacture the hoop. W: 12mm, thickness t: 0.96mm.
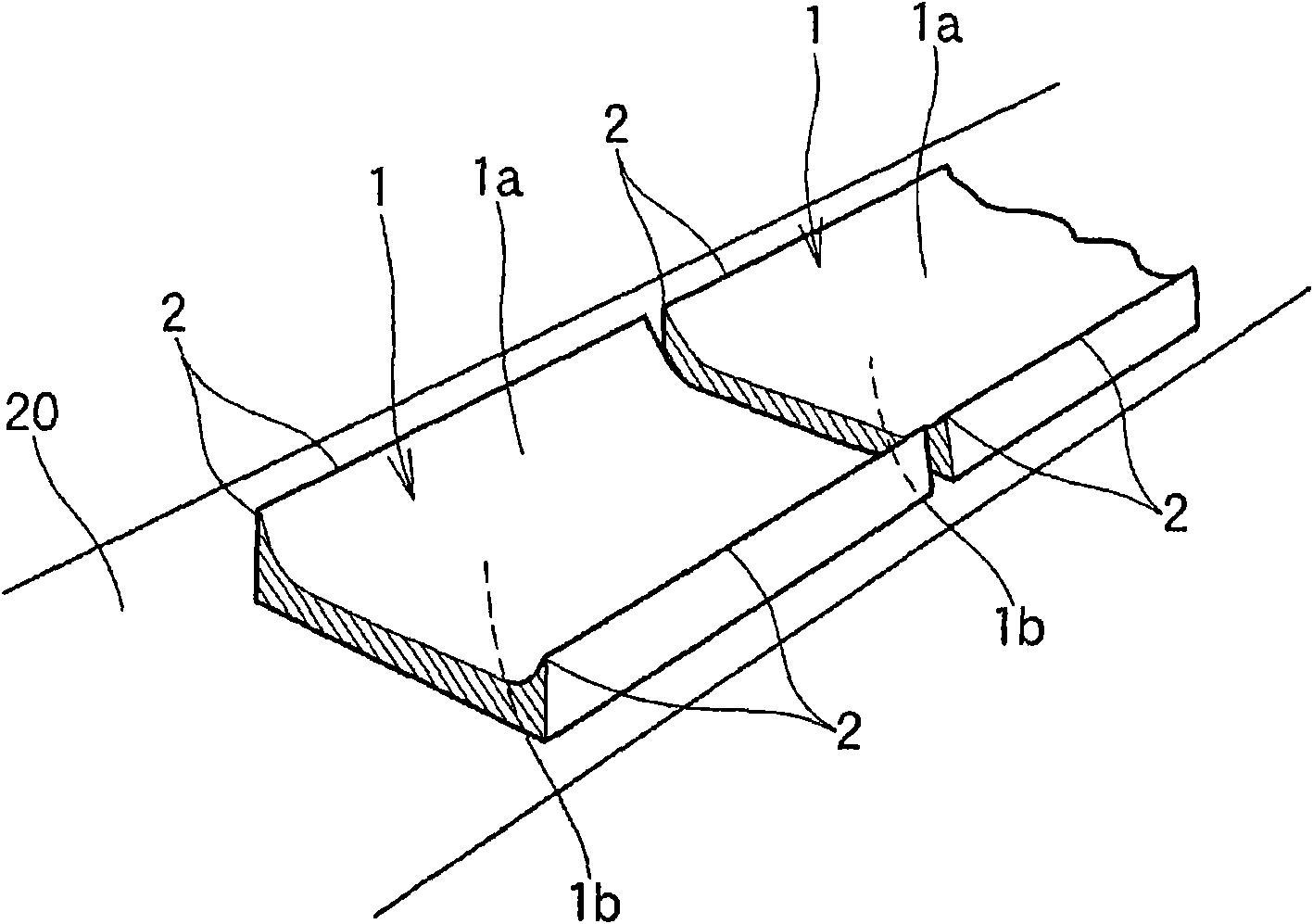
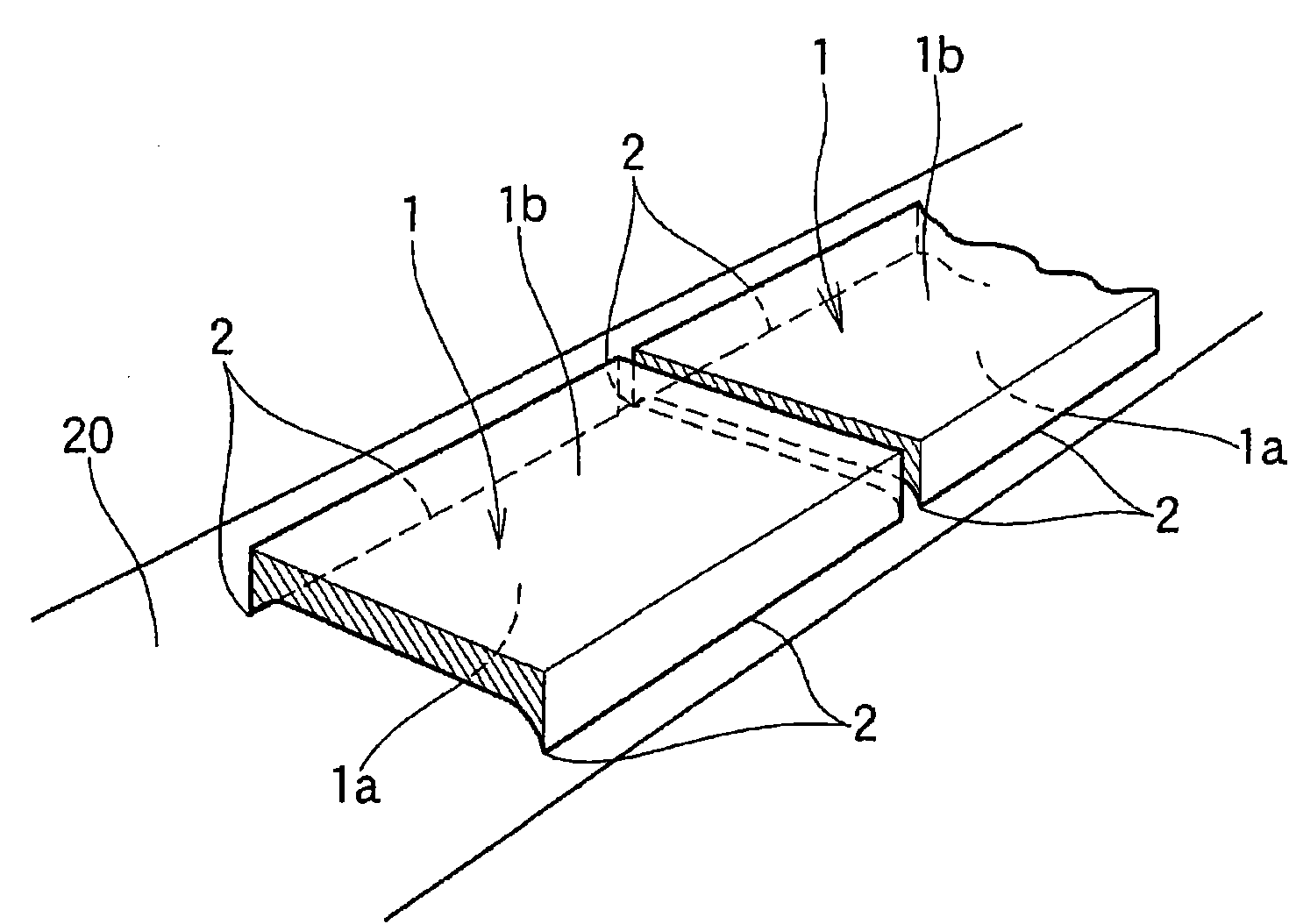
[0097] Here, in the butt joint forming process, as described above Figure 5-8 In the preferred process conditions shown, on the butt joint forming line (workbench) 20, the hoops 1, 1 are butted with the burrs 2, 2 on both sides facing upward, and the raw material hoops that are joined by welding the butt joints 1, 1, in this state, make the burrs 2, 2...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More