

Hard alloy large pipe drawing mold and preparation method
A technology of hard alloy and tube mold, which is applied in the direction of metal wire drawing, metal processing equipment, metal drawing forming tools, etc., can solve the problems of short service life, short sintering and heat preservation time, and low pass rate, so as to ensure the hardness and Abrasion resistance, product composition and performance uniformity, and the effect of improving product strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
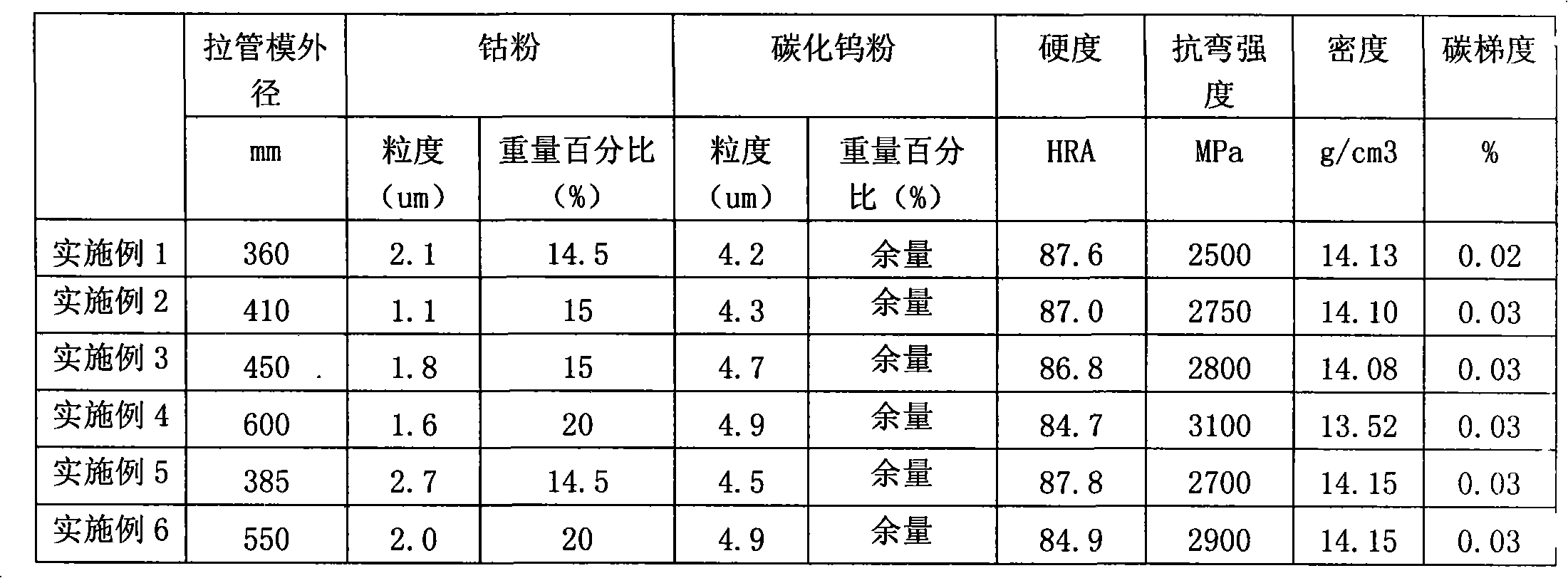
[0021] Carbide large drawing pipe die with an outer diameter of 360mm.
[0022] The raw material composition, particle size and weight percentage are: cobalt powder: 2.1 μm, 14.5%, tungsten carbide: 4.2 μm, balance.
[0023] Weigh each raw material in proportion, use paraffin as a molding agent, mix it evenly with a ball mill, and then spray dry it. The drying temperature is controlled between 90 and 100°C; after drying, the material is pressed and put into an integrated dewaxing and sintering furnace, and the furnace temperature is 42 Within hours, the temperature is raised from room temperature to 830°C, and hydrogen gas with a dew point of -60°C is introduced, kept at 830°C for 30 minutes until the removal of the forming agent is completed, the power is turned off, the hydrogen is stopped, and then 10bar, volume percentage ≥ 99.99% is introduced High-purity argon. Product carbon gradient 0.02%.
[0024] After the furnace temperature drops to room temperature, the product ...
Embodiment 2
[0028] Carbide large drawing pipe die with an outer diameter of 410mm.
[0029] The raw material composition, particle size and weight percentage are: cobalt powder: 1.1 μm, 15%, tungsten carbide: 4.3 μm, balance.
[0030] Weigh each raw material in proportion, use paraffin as a molding agent, mix it evenly with a ball mill, and then spray dry it. The drying temperature is controlled between 90 and 100°C; after drying, the material is pressed and put into an integrated dewaxing and sintering furnace, and the furnace temperature is 48 Within hours, the temperature is raised from room temperature to 830°C, and hydrogen gas with a dew point of -60°C is introduced, kept at 830°C for 40 minutes until the removal of the forming agent is completed, the power is turned off, the hydrogen is stopped, and then 10bar, the volume percentage ≥ 99.99% is introduced High-purity argon. Product carbon gradient 0.03%.
[0031] After the furnace temperature drops to room temperature, the produc...
Embodiment 3
[0034] Carbide large drawing pipe die with an outer diameter of 450mm.
[0035] The raw material composition, particle size and weight percentage are: cobalt powder: 1.8 μm, 15.0%, tungsten carbide: 4.7 μm, balance.
[0036] Weigh each raw material in proportion, use paraffin wax as a molding agent, mix it evenly with a ball mill, and then spray dry it. The drying temperature is controlled between 90 and 100°C; after drying, the material is pressed and put into an integrated dewaxing and sintering furnace, and the furnace temperature is 52 Within hours, the temperature is raised from room temperature to 850°C, and hydrogen gas with a dew point of -60°C is fed in, kept at 850°C for 60 minutes until the removal of the molding agent is completed, the power is turned off, the hydrogen is stopped, and then 15bar, the volume percentage ≥ 99.99% is injected High-purity argon. Product carbon gradient 0.03%.
[0037] After the furnace temperature drops to room temperature, the produc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Outer diameter | aaaaa | aaaaa |
| Bending strength | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More