

Method for manufacturing crushing wall or rolling mortar wall pouring system of cone crusher during sand-coated casting of inner/outer metal molds
A cone crusher and metal mold sand coating technology, which is applied in the direction of manufacturing tools, casting molding equipment, metal processing equipment, etc., can solve the problems of extensive molding methods, high cost, high labor intensity, etc. The scouring ability is clean and realizes the effect of assembly work
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0048] Example 1 Manufacture Broken Wall Gating System
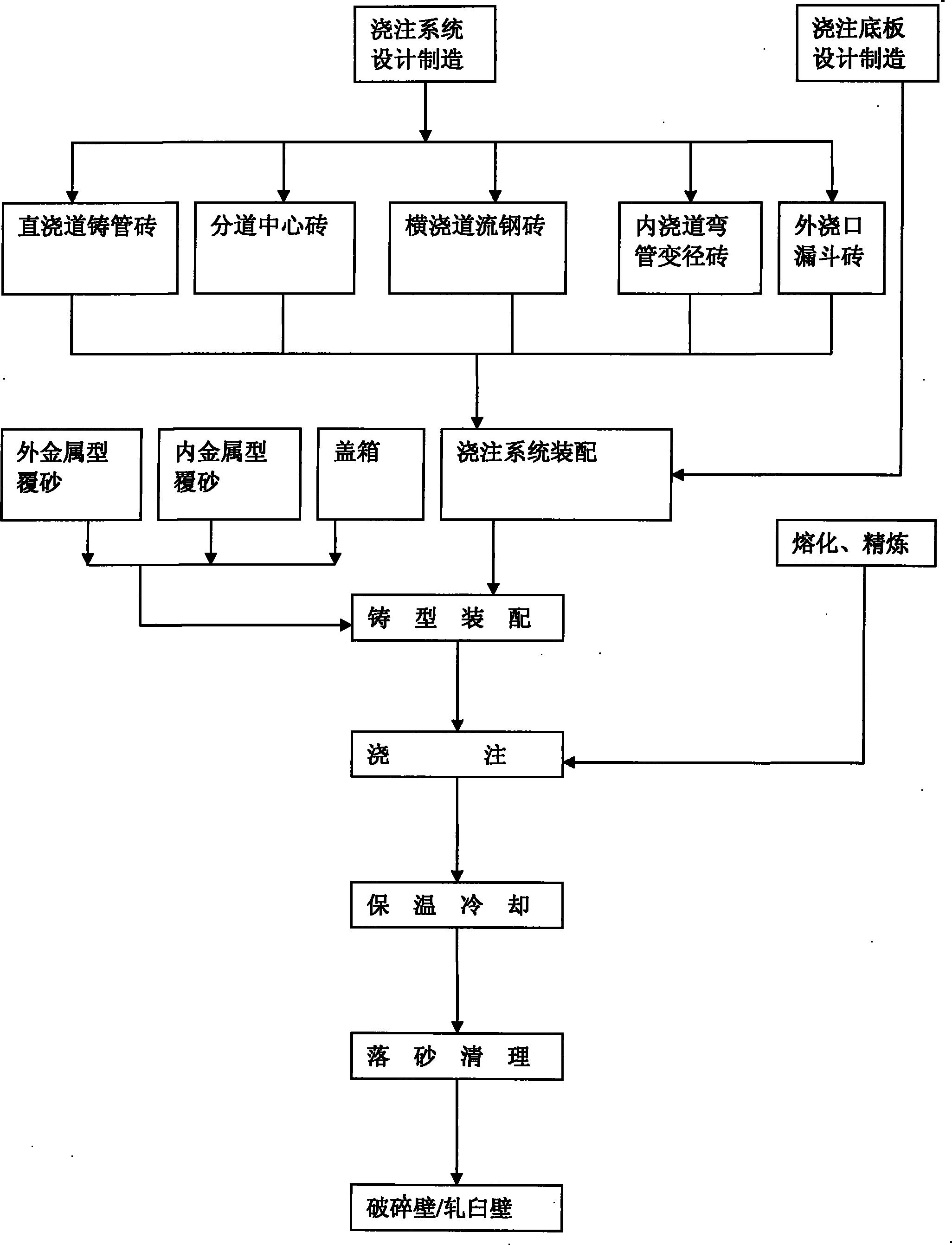
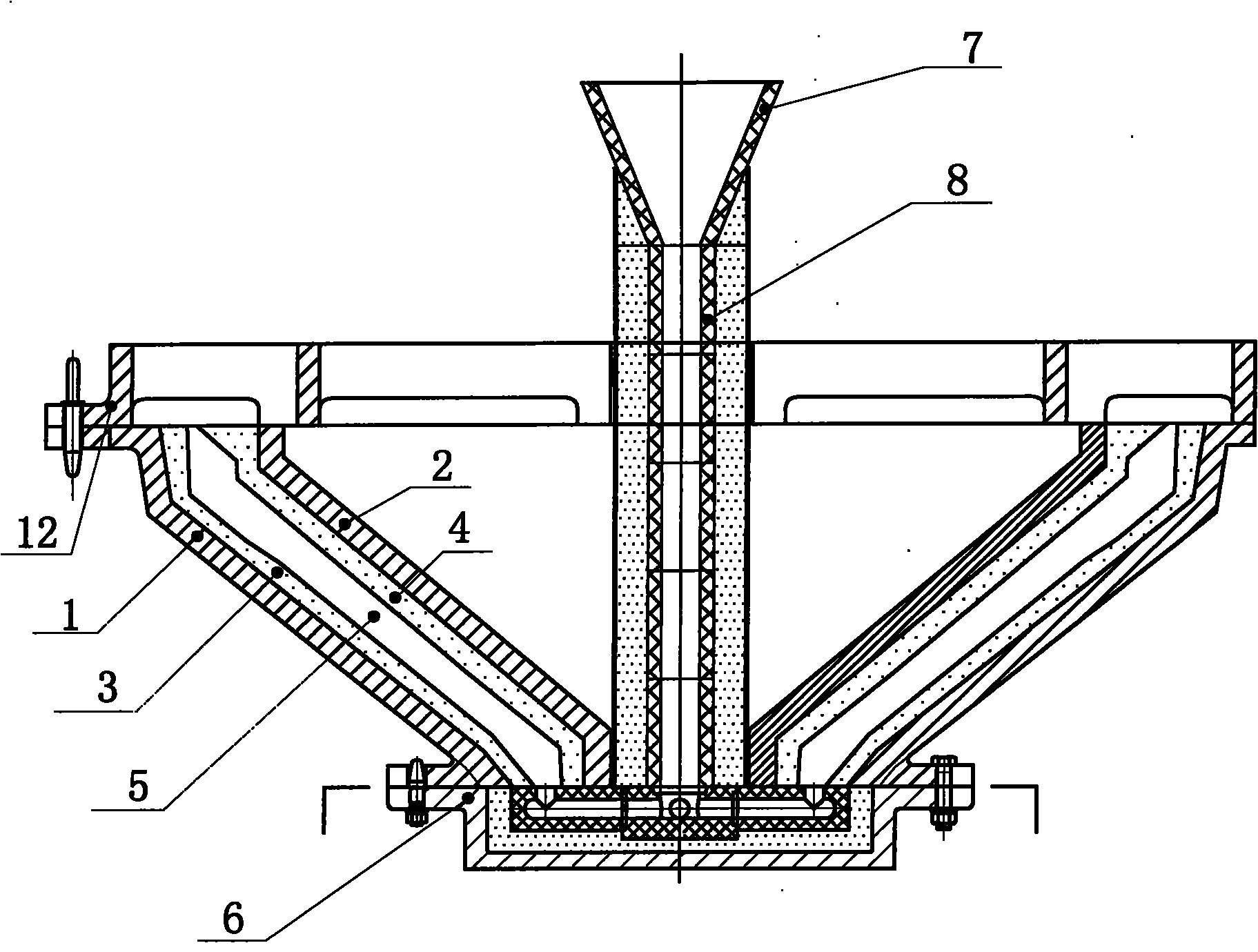
[0049] refer to figure 1 , 2 , 3, 6, its manufacture method step is as follows:
[0050] 1. Design and manufacture Each unit of the pouring system for broken wall castings:
[0051] (1) Choose the hole diameter D=40mm of the bottom injection ladle casting mouth brick;
[0052] (2) Design and manufacture sprue cast pipe brick 8 sprue hole diameter d = 70mm, wall thickness 25mm, material is refractory clay;
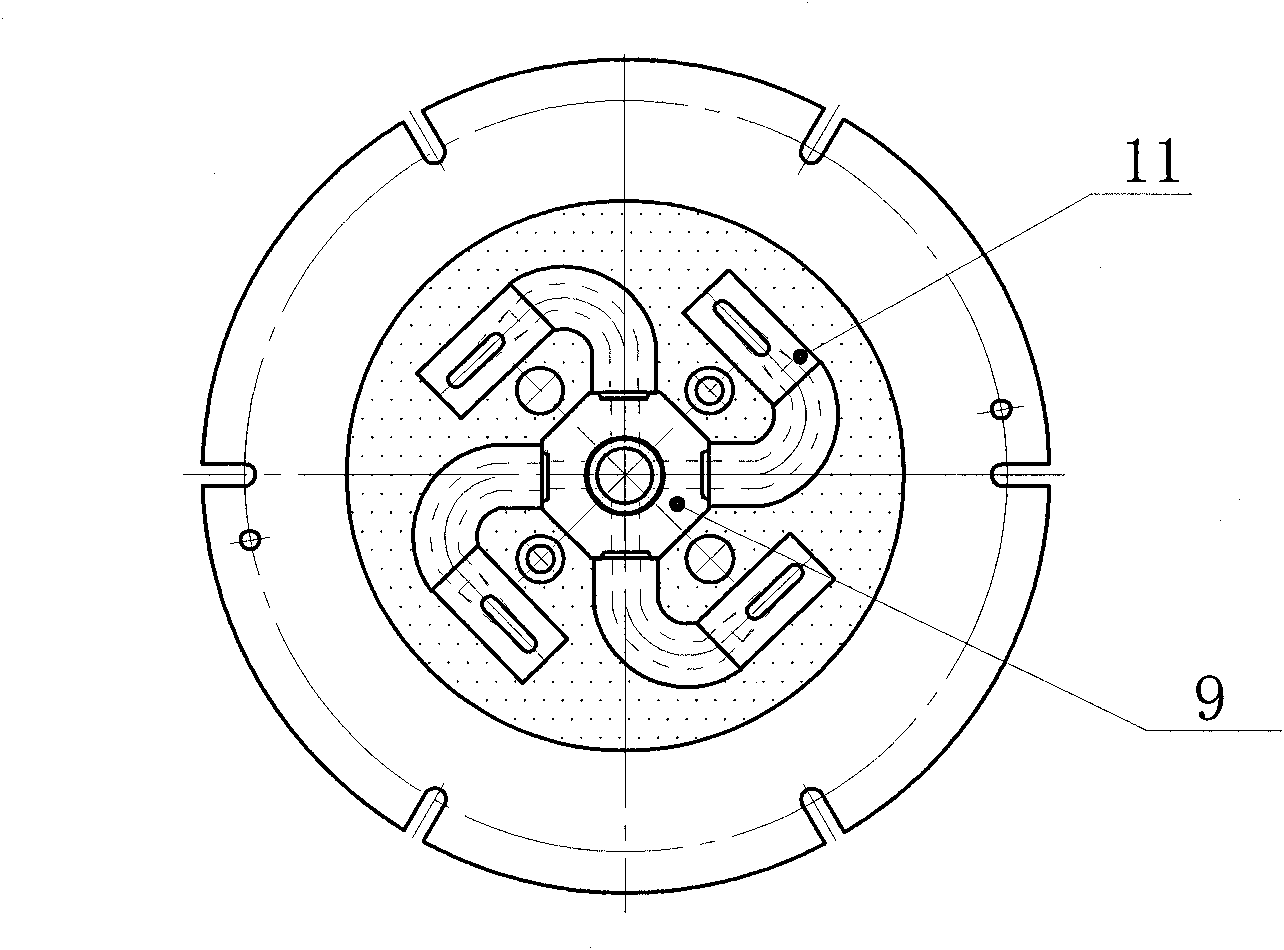
[0053] (3) Design and manufacture the four-hole lane-dividing central brick 9, the four-hole lane-dividing hole diameter d=35mm, the central hole diameter D=70mm, and the material is the same as the sprue;
[0054] (4) Design and manufacture the inner sprue elbow reducing brick 11, the size of which is The material is the same as the sprue brick;
[0055] (5) Design and manufacture the outer sprue funnel brick 7, the diameter of the funnel hole d=70mm, matching with the sprue cast pipe brick 8 boxes;
[0056...
Embodiment 2
[0067] Example 2 Manufacture Rolling Mortar Wall Casting System
[0068] refer to figure 1 , 4 , 5, and 7, respectively assemble four runner flow steel bricks 10, after the positioning is correct, fill and scrape the gaps on both sides of the flow steel bricks with dry sand, and the rest of the steps are the same as in Example 1.
Embodiment 3
[0069] Example 3 Manufacture Broken Wall Gating System
[0070] refer to figure 1 , 8 , 9, 12, its manufacture method step is as follows:
[0071] 1. Design and manufacture Each unit of the pouring system for broken wall castings:
[0072] (1) Choose the bottom pouring ladle casting mouth brick aperture D = 50mm;
[0073] (2) Design and manufacture the sprue cast pipe brick 8, the sprue hole diameter d=70mm, the wall thickness 25mm, and the material is refractory clay;
[0074] (3) Design and manufacture the six-hole lane-dividing central brick 9, the diameter of the central hole d=70mm, the diameter of the six-way lane d=40mm, and the material is the same as that of the sprue cast pipe brick;
[0075] (4) Design and manufacture the inner sprue elbow reducing brick 11, the size of which is The material is the same as the sprue cast pipe brick 8;
[0076] (5) Design and manufacture the outer sprue funnel brick 7, the diameter of the funnel hole is 70 mm, which matche...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More