

Numerical control machine tool wear monitoring method
A technology of tool wear and CNC machine tools, applied in the field of real-time monitoring and online tool wear status, which can solve problems affecting the normal processing of machine tools, changing the structure of machine tools, and unfixed values, so as to achieve real-time monitoring of tool wear status, improve the scope of application, The effect of easy installation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The present invention will be further described below in conjunction with accompanying drawing:
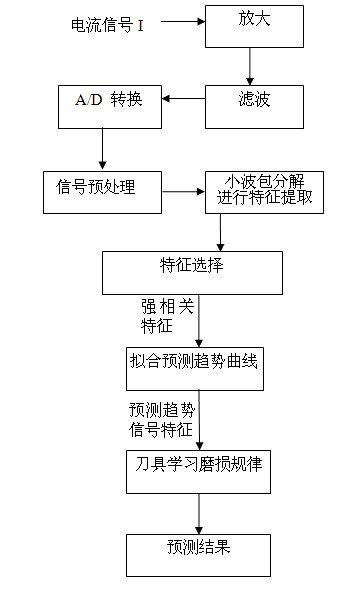
[0022] The tool wear state monitoring method of the present invention realizes the monitoring of the tool wear VB by acquiring the current signal of the machine tool drive motor, a series of signal processing and feature extraction selection processes, and finally through the tool wear monitoring process.
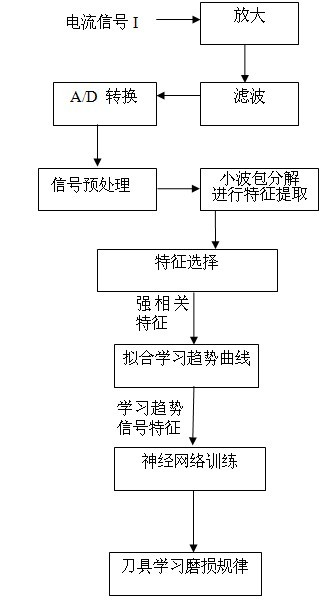
[0023] First, establish the tool learning wear law in the learning library through the following steps:
[0024] (1) Use the Hall current sensor to measure the three-phase output current of the drive motor of the CNC machine tool respectively;
[0025] (2) The measured output current is respectively amplified, filtered and A / D converted to obtain a current digital signal, which is the processing signal;
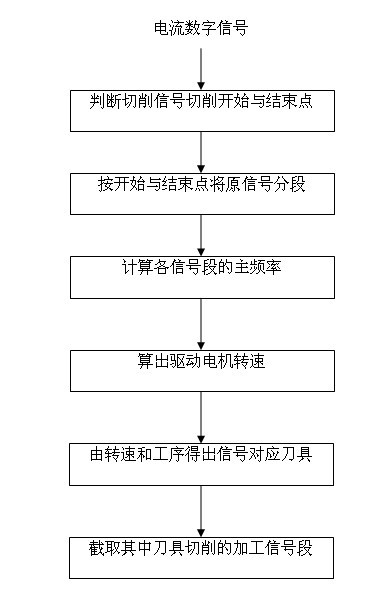
[0026] (3) Preprocessing the processing signal to obtain the current signal segment when the learning tool is cutting;
[0027] The processing signals obtained throug...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More