Production method and production line of conducting tube
A production method and detonation tube technology are applied in the production method and production line field of low-cost high-strength plastic detonation tubes, which can solve the problems of low tensile strength, single composition of plastic detonation tubes, and inability to prepare detonation tubes, etc., to achieve Improve the tensile performance, improve the appearance performance, and improve the effect of material selection range
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
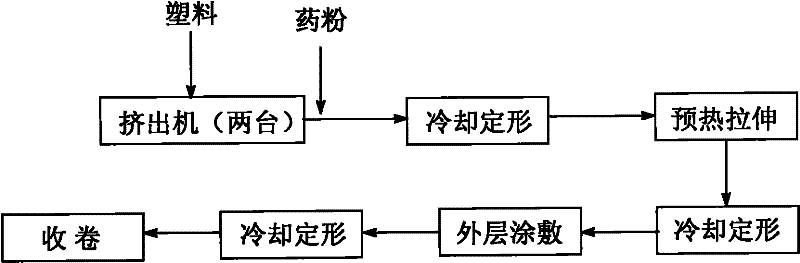
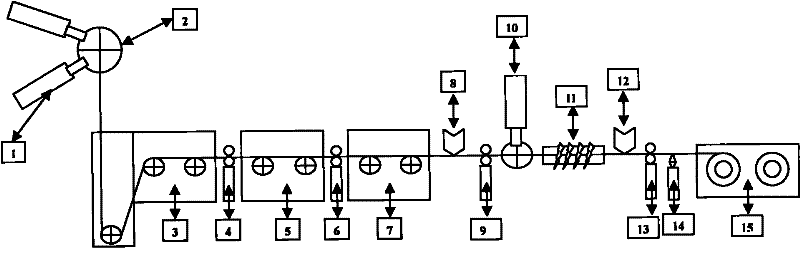
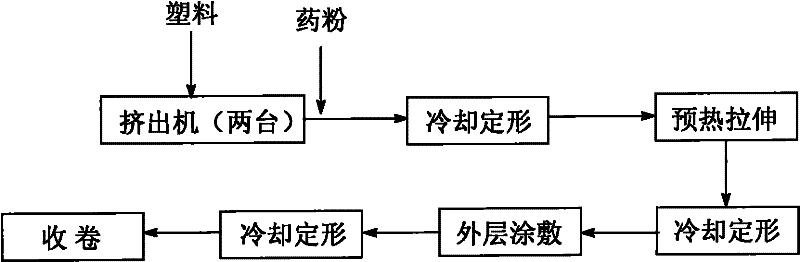
[0054] (1) Two extruders 1¢25 / ¢50 controlled by two frequency conversion motors are used to plasticize two different blended plastics. The plasticizing temperature is 160°C, and the plasticizing time is 10 minutes. Among them, the plastic material and mass ratio squeezed into the outer layer are polyethylene / polypropylene / hydroquinone / vinyl alcohol / calcium carbonate=50 / 40 / 2 / 7 / 1, accounting for 70% of the mass of the embryo tube; squeezed into the core The high-viscosity polyethylene copolymer of the layer accounts for 30% of the germ tube mass;
[0055] (2) Extrude the plasticized material into the two-layer co-extrusion composite die head 2 to form a two-layer co-extrusion composite embryo tube. The outer diameter of the formed two-layer co-extruded composite embryo tube is 10mm, and the inner diameter is 5mm;
[0056] (3) Fine powder of explosives adheres evenly to the inner wall of the germ tube through the inner hole of the mandrel of the die head;
[0057] (4) The germ...
Embodiment 2
[0063] In plastic plasticization, the plasticizing temperature is 240°C, the plasticizing time is 2min, and the plastic material and mass ratio of the extruded plastic into the outer layer are polyethylene / polypropylene / p-phenylenediamine / vinyl alcohol / talcum powder=60 / 30 / 2 / 7 / 1, accounting for 50% of the mass of the embryo tube; the high-viscosity polyethylene copolymer extruded into the core layer accounts for 50% of the mass of the embryo tube; the outer diameter of the formed two-layer co-extruded composite embryo tube is 8mm, and the inner diameter is 4mm;
[0064] The cooling temperature of the water cooling box 3 is 25°C, the preheating temperature of the high temperature heating box 5 is 70°C, and the cooling temperature of the cooling water box 7 is 25°C.
[0065] After cooling and shaping, the embryo tube has an outer diameter of 1.8mm, an inner diameter of 1.0m, and a tensile strength of 150N; when coating, the plasticizing temperature of the extruder is 240°C, and ...
Embodiment 3
[0068] In plastic plasticization, the plasticizing temperature is 20°C, and the plasticizing time is 6 minutes. The plastic material and mass ratio of extruding into the outer layer are polyethylene / polypropylene / thiobisphenol / vinyl alcohol / sorbitol=40 / 50 / 2 / 7 / 1, accounting for 90% of the quality of the germ tube; extruding into the core layer The high-viscosity polyethylene copolymer accounts for 10% of the quality of the embryo tube; the outer diameter of the formed two-layer co-extruded composite embryo tube is 12mm, and the inner diameter is 6mm;
[0069] The cooling temperature of the water cooling box 3 is 5°C, the preheating temperature of the high temperature heating box 5 is 100°C, and the cooling temperature of the cooling water box 7 is 5°C.
[0070] The outer diameter of the embryo tube after cooling and setting is 2.2mm, the inner diameter is 1.4m, and the tensile strength is 150N; the plasticizing temperature of the extruder is 220°C during coating, and the die te...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Outer diameter | aaaaa | aaaaa |
| The inside diameter of | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com