

Quality control method for solder joint portion and quality control device
A technology for solder joints and quality management, which is applied in the direction of assembling printed circuits, electrical components, electrical components, etc., can solve the problem of soldering that is not suitable for mass production of multiple pins and narrow spacing, manual operation volatility, Problems such as low productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach 1
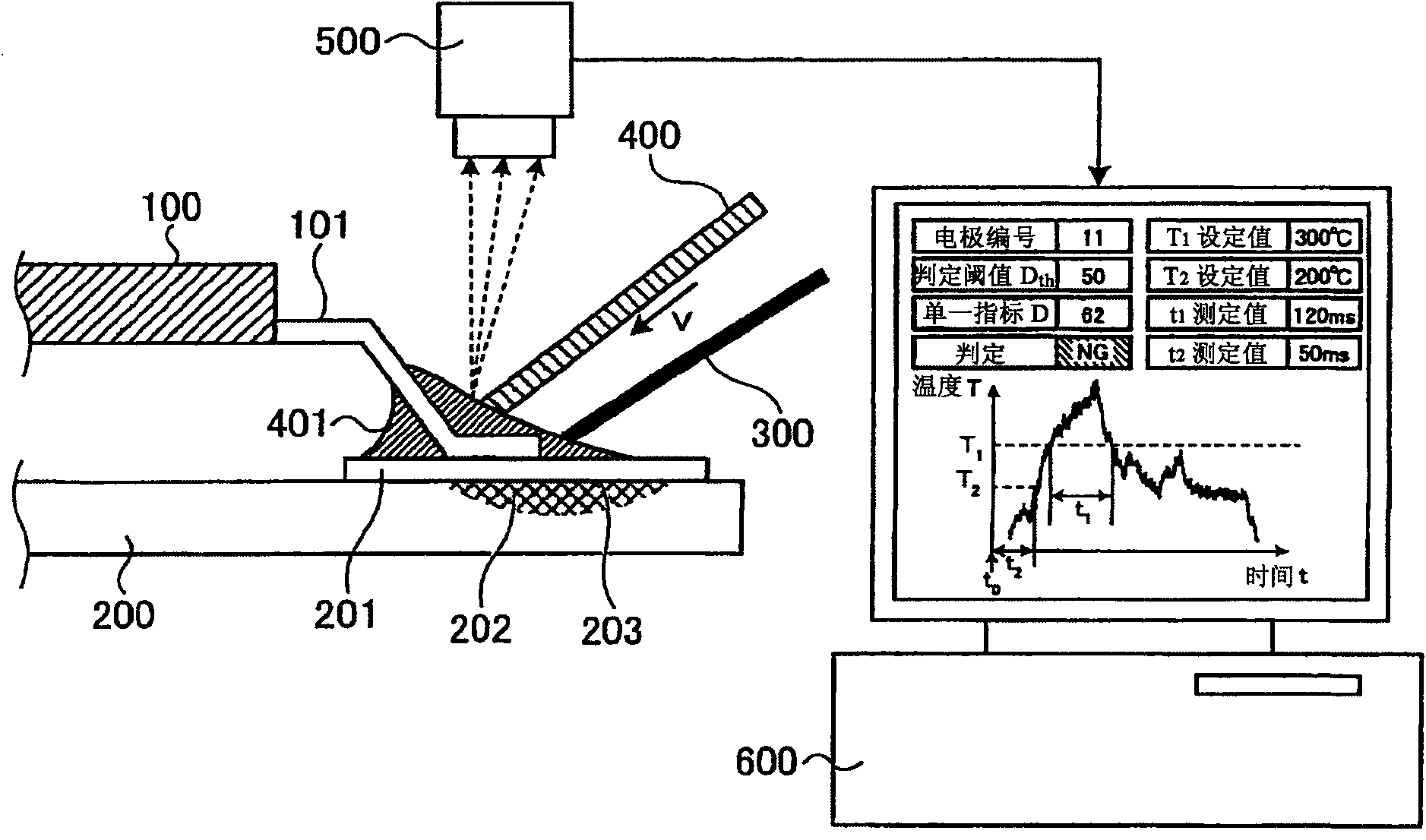
[0030] figure 1 It is a figure which shows the state in which the laser soldering of Embodiment 1 concerning this invention is joining. Component terminals 101 of electronic component 100 are bonded to substrate terminals 201 of resin substrate 200 via solder 401 . At a predetermined timing, a solid welding wire 400 (the feeding mechanism of the welding wire 400 is not shown) is supplied to the junction at a speed v (function of time), and at the same time, a laser beam 300 (laser beam 300) as a thermal energy supply source is supplied with a power p (function of time). Beam irradiation source, positioning mechanism, etc. are not shown in the figure). Such as figure 1 As shown, by locally supplying thermal energy, the temperature rise of the electronic component 100 can be suppressed.
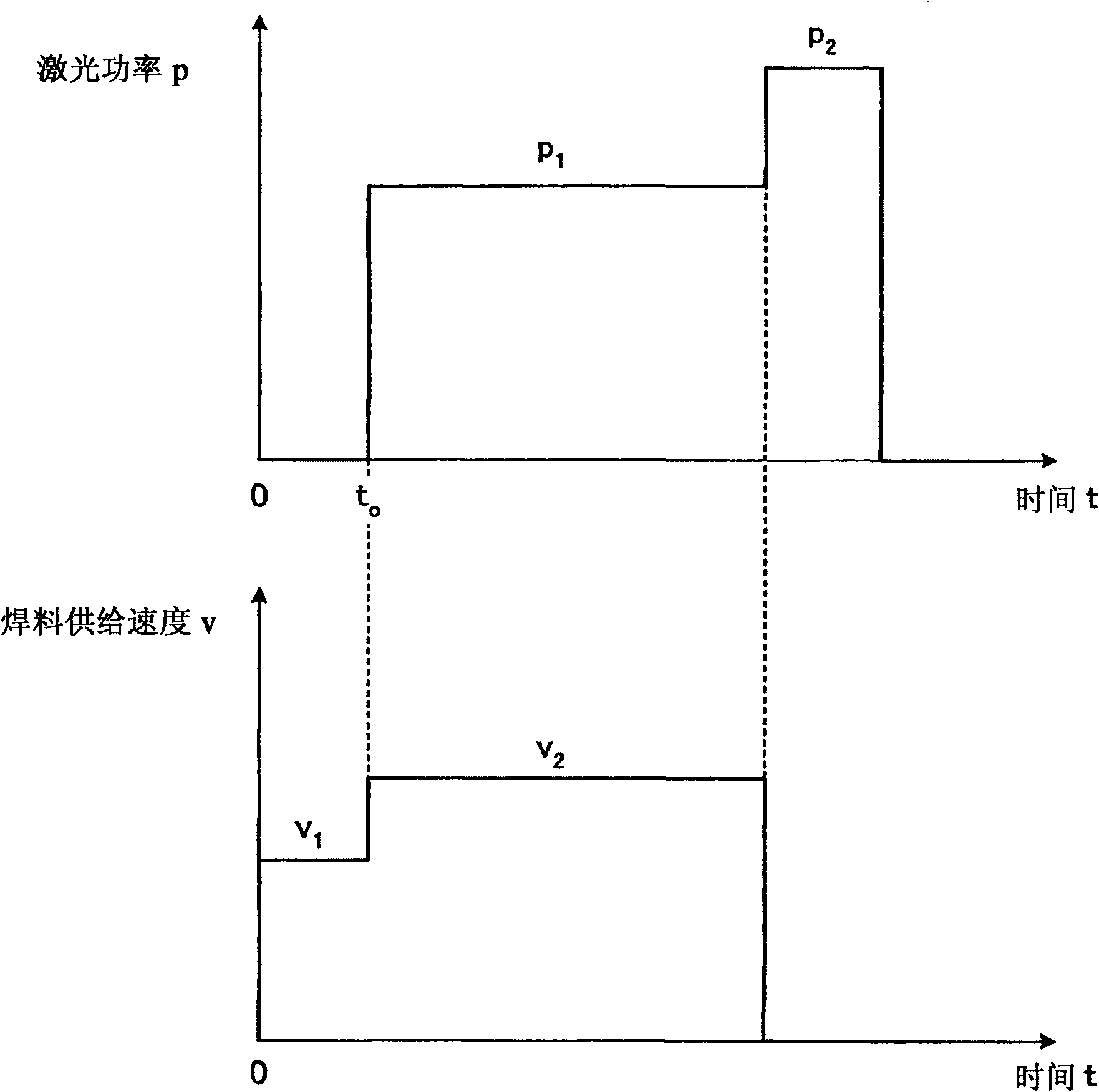
[0031] figure 2 It is a figure which shows an example of the joining condition curve of wire supply speed v and laser power p. The bonding conditions are based on the heat capacity of the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More