

Steel for 12-ton axle shell and production method for steel
A technology for axles and axle housings, which is applied in the steel for 12-ton axle axle housings and its production field, which can solve the problems of large differences in technical conditions, large consumption of raw materials, high strength and low strength, etc., and achieve the elimination of thermal fatigue damage, The effect of avoiding the decrease of strength and improving the fatigue life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
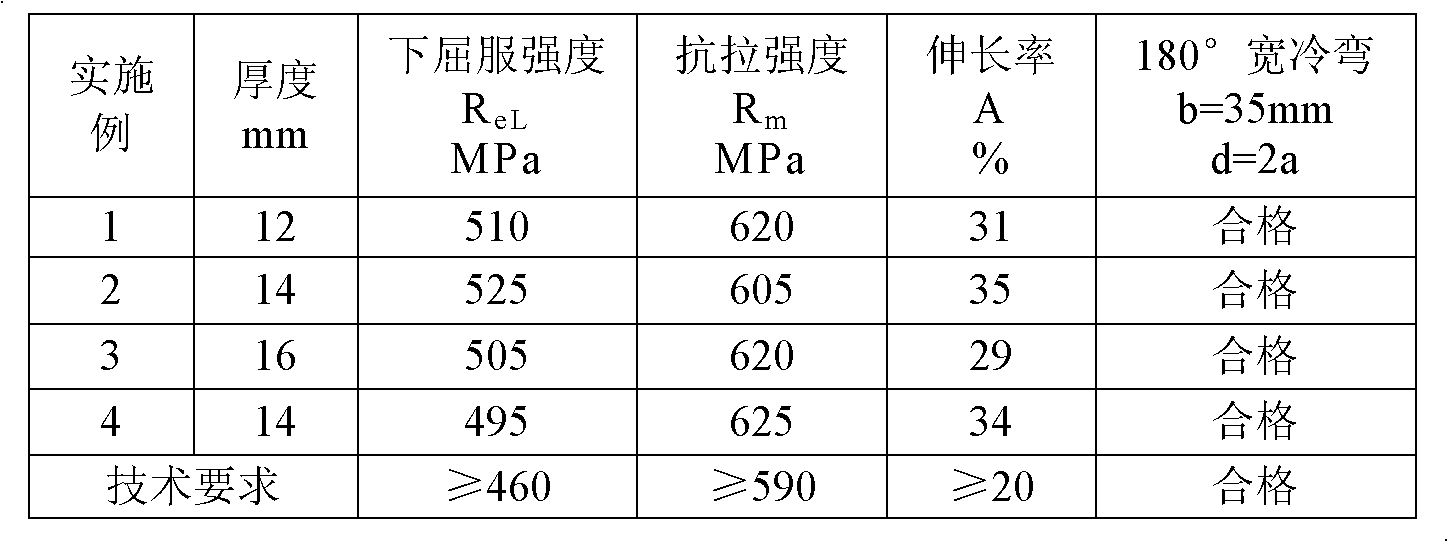
[0035] The steel plate used for the axle housing is 12 mm thick.
[0036] The 12-ton steel for axle housing has the following chemical composition and weight percentage: C: 0.041%, Si: 0.10%, Mn: 1.29%, P: 0.025%, S: 0.002%, Al: 0.01%, Nb: 0.047%, the remainder is Fe and unavoidable impurities.
[0037] The method of producing 12-ton steel for axle housing, its steps:
[0038] 1) Conduct converter smelting, and control the tapping temperature at 1695℃~1700℃;
[0039] 2) Vacuum treatment: the treatment time is 13 minutes, and the vacuum degree is kept at 800Pa;
[0040] 3) Continuous casting is carried out, and the drawing speed is controlled at 0.85 m / min;
[0041] 4) Heating the casting slab, the heating temperature is 1230℃~1240℃, and the heating time is 115 minutes;
[0042] 5) Carry out rough rolling and control the end temperature at 1055℃~1060℃;
[0043] 6) Use 7 stands for finishing rolling, control the final rolling temperature at 810℃~815℃, and the reduction rate of the last thre...
Embodiment 2
[0047] The steel plate used for the axle housing is 14 mm thick.
[0048] 12-ton steel for axle housing, its chemical composition and weight percentage are: C: 0.068%, Si: 0.25%, Mn: 1.12%, P: 0.024%, S: 0.001%, Al: 0.020%, Nb: 0.042%, the remainder is Fe and unavoidable impurities.
[0049] The method of producing 12-ton steel for axle housing, its steps:
[0050] 1) Conduct converter smelting, and control the tapping temperature at 1700℃~1705℃;
[0051] 2) Vacuum treatment: the treatment time is 12 minutes, and the vacuum degree is kept at 820Pa;
[0052] 3) Continuous casting is carried out, and the drawing speed is controlled at 0.88 m / min;
[0053] 4) Heating the cast slab, the heating temperature is 1210℃~1220℃, and the heating time is 120 minutes;
[0054] 5) Carry out rough rolling and control the end temperature at 1070℃~1075℃;
[0055] 6) Use 7 stands for finishing rolling, control the final rolling temperature at 820℃~830℃, and the reduction rates of the last three passes at 23...
Embodiment 3
[0059] The steel plate used for the axle housing is 16 mm thick.
[0060] 12-ton steel for axle housing, its chemical composition and weight percentage are: C: 0.062%, Si: 0.55%, Mn: 1.20%, P: 0.016%, S: 0.003%, Al: 0.049%, Nb: 0.045%, the remainder is Fe and unavoidable impurities.
[0061] The method of producing 12-ton steel for axle housing, its steps:
[0062] 1) Conduct converter smelting and control the tapping temperature at 1692℃~1697℃;
[0063] 2) Vacuum treatment: the treatment time is 15 minutes, and the vacuum degree is kept at 850Pa;
[0064] 3) Carry out continuous casting, control the drawing speed at 0.9 m / min;
[0065] 4) Heating the casting slab, the heating temperature is 1230℃~1240℃, and the heating time is 130 minutes;
[0066] 5) Carry out rough rolling and control the end temperature at 1075℃~1085℃;
[0067] 6) Use 7 stands for finishing rolling, control the final rolling temperature at 830℃~840℃, and the reduction rate of the last three passes at 23%, 28% and 35% ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More