

Method for manufacturing composite straightening roll by overlaying
A production method and a technology for straightening rolls, which are applied to welding media, manufacturing tools, welding equipment, etc., can solve the problems of unsatisfactory roll surface hardness, complex manufacturing process, and long production cycle, and achieve reduced manufacturing costs and surfacing welding smoke and dust. Less, the effect of shortening the production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
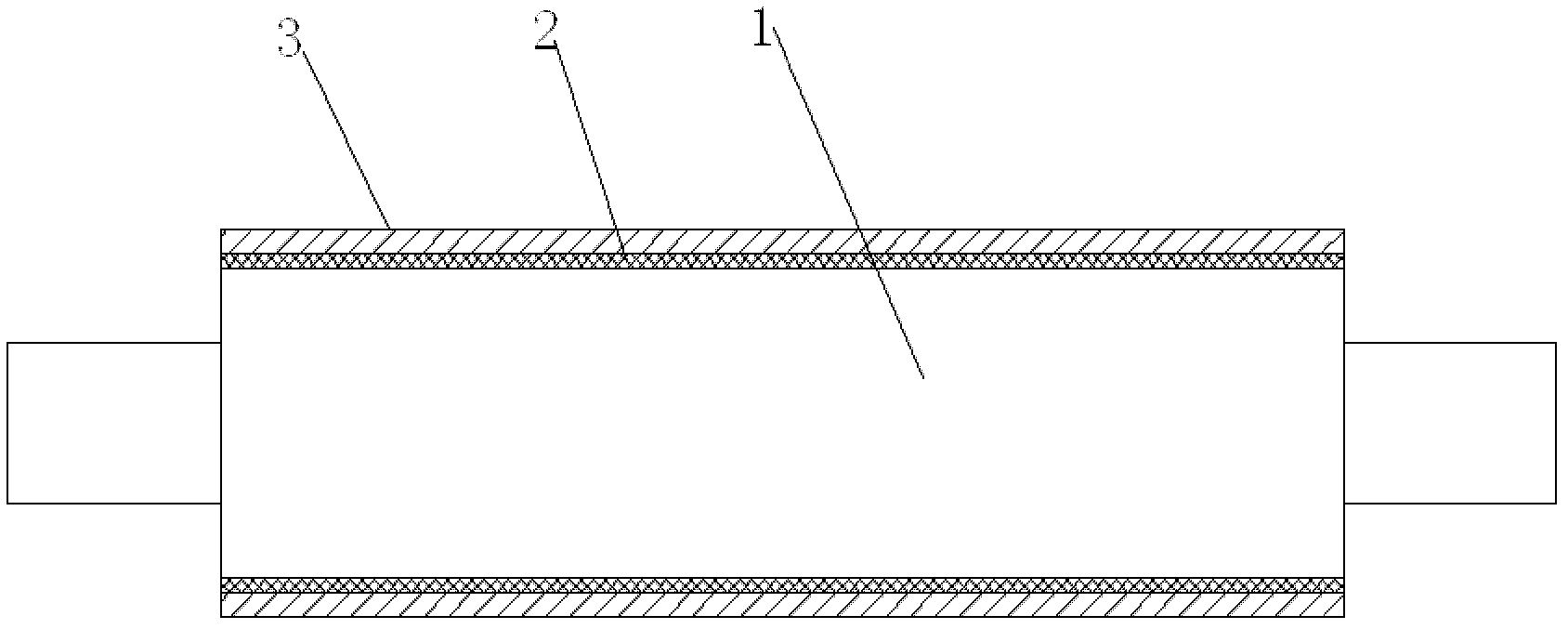
[0028] When producing straightening rolls, firstly manufacture the 42CrMo quenched and tempered straightening roll body 1, the straightening roll body should undergo quenching and tempering treatment, the tempering and quenching temperature is 840°C-880°C, and the tempering temperature is 550°C- 650℃, the surface hardness of the straightening roller body is HRC28-32, and the hardening depth is 30-40mm, and the quenching and tempering deformation is ≤1.5mm / m. Then build up a transition layer 2 of 2-4 mm on the straightening roller body 1; the deposited metal composition and mass percentage of the transition layer are: carbon≤0.12%, manganese 0.5-0.9%, silicon≤0.5%, nickel 0.8- 1.5%, phosphorus ≤ 0.025%, sulfur ≤ 0.020%, and iron as the balance, and then use welding wire submerged arc surfacing on the transition layer 2 to form a deposited metal working layer 3 with a thickness of 5-20mm. The composition and weight percentage of welding wire used in surfacing welding are: carbon...
Embodiment 2
[0033] On the basis of Example 1, as a more preferred embodiment, the composition and weight percentage of the deposited metal working layer 3 are: carbon: 0.37%, silicon: 0.43%, manganese: 0.52%, molybdenum: 0.41% , chromium: 5.67%, tungsten: 7.85%, vanadium: 0.27%, sulfur: 0.008%, phosphorus 0.012%, and the balance is iron; the thickness of the deposited metal working layer 3 is 10mm.
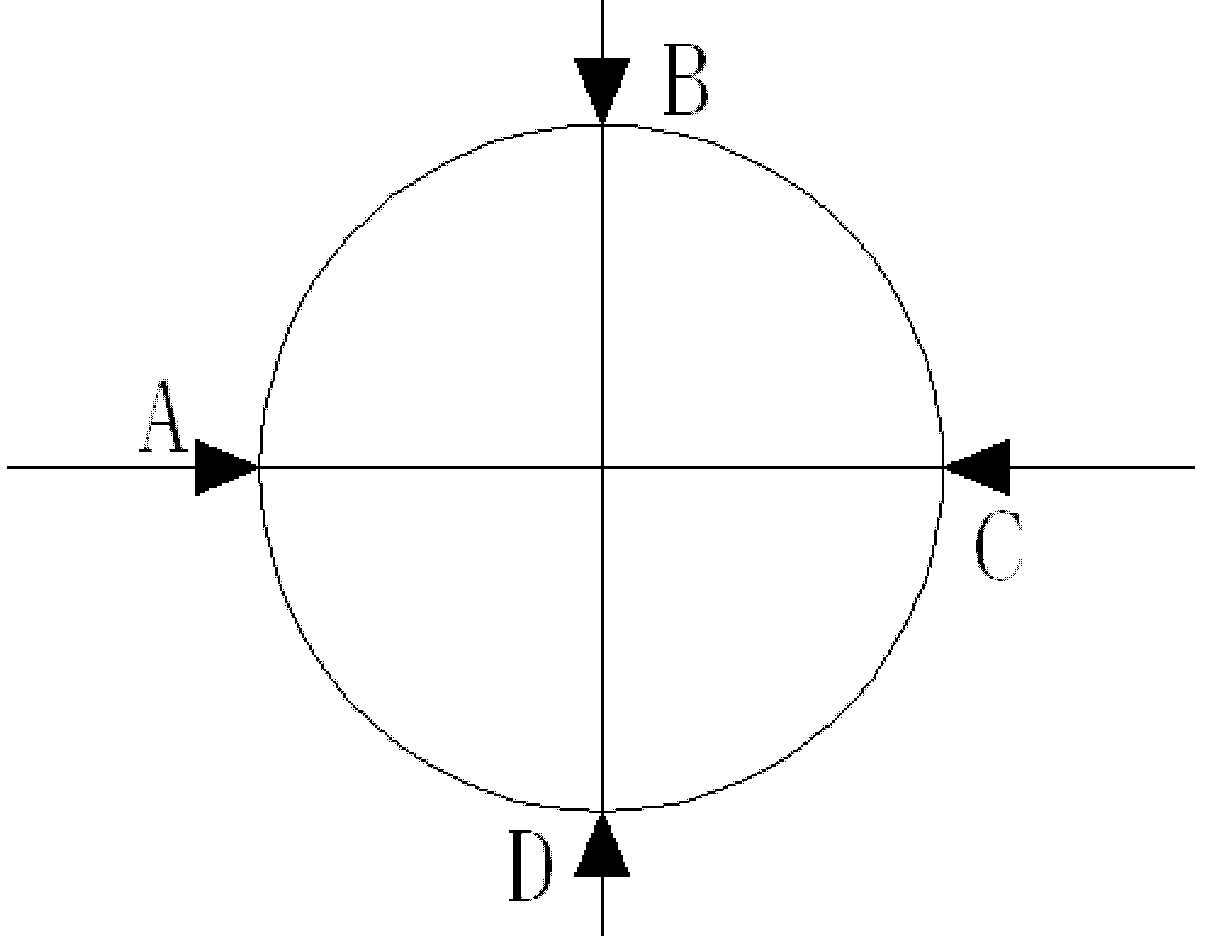
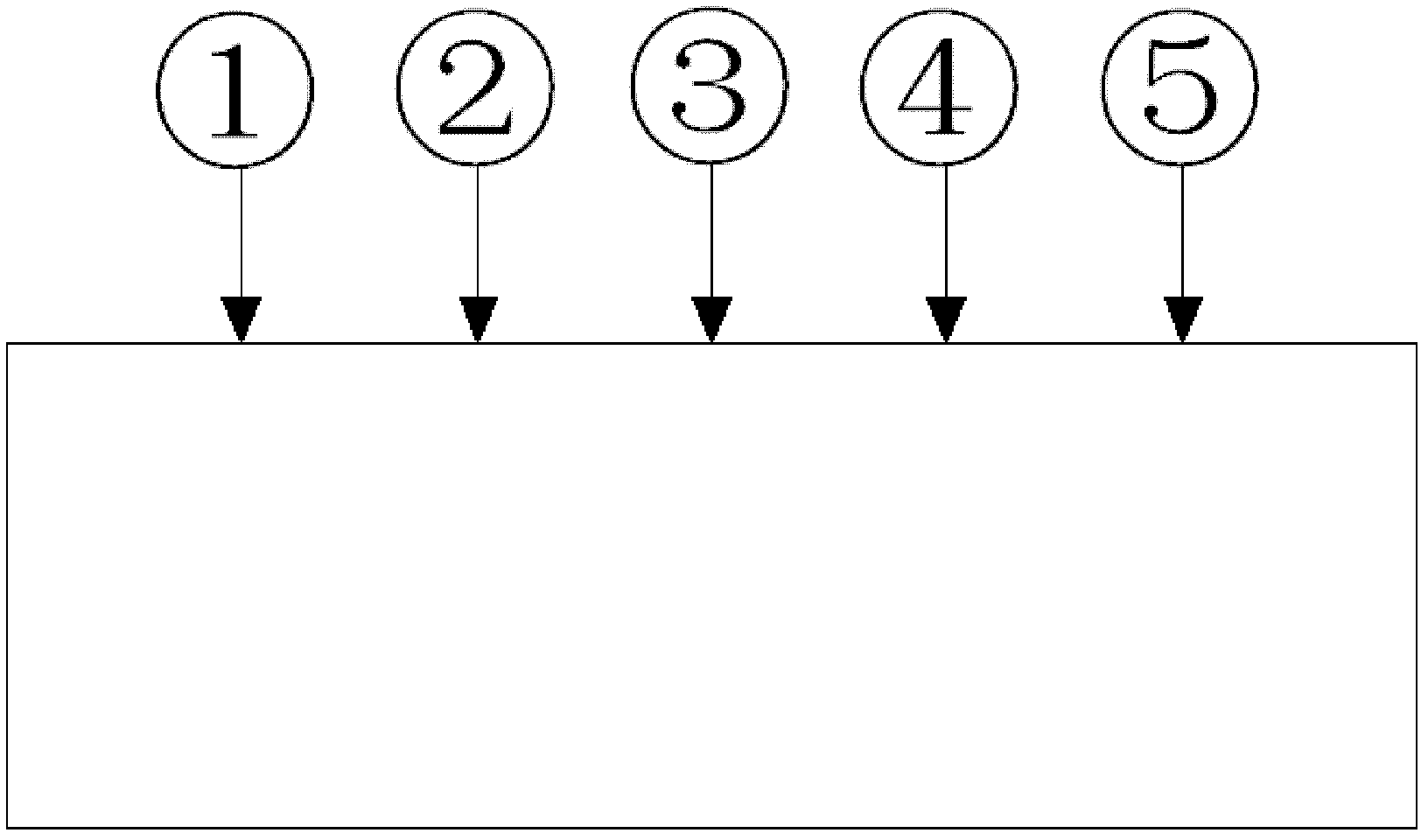
[0034] Such as figure 2 and image 3 The test points shown in , the hardness distribution of the product after 500℃×6h tempering treatment after surfacing welding, HRC
[0035]
Embodiment 3
[0037] On the basis of Example 1, as a more preferred embodiment, the composition and weight percentage of the deposited metal working layer 3 are: carbon: 0.35%, silicon: 0.40%, manganese: 0.50%, molybdenum: 0.42% , chromium: 6.0%, tungsten: 8.05%, vanadium: 0.25%, sulfur: 0.01%, phosphorus: 0.018%, and the balance is iron; the thickness of the deposited metal working layer 3 is 13mm.
[0038] Such as Figure 4 and Figure 5 The test points shown in , the hardness distribution of the product after 500℃×6h tempering treatment after surfacing welding, HRC
[0039]
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More