

Welding method for stainless steel composite board pressure vessel shell and insert-type stainless steel connecting pipe
The technology of a pressure vessel and a welding method is applied in the welding field of a stainless steel composite plate pressure vessel shell and a plug-in stainless steel pipe, which can solve the problems of unsatisfactory use performance of welded joints, inability to completely eradicate welding cracks, and increase welding costs. Achieve the effect of reducing welding cost, reliable performance and avoiding cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0018] The present invention will be further described in detail below in conjunction with the accompanying drawings.
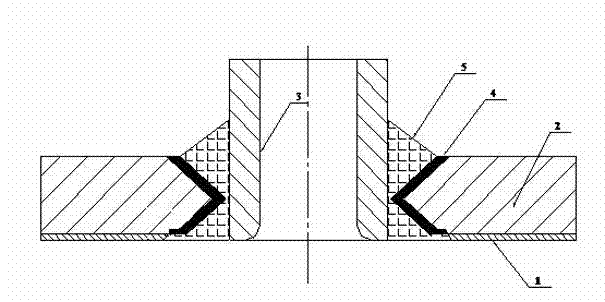
[0019] like figure 2 As shown, a welding method for a stainless steel composite plate pressure vessel shell and a plug-in stainless steel connecting pipe, the steps are as follows:
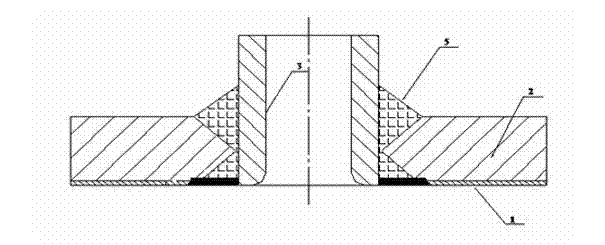
[0020] a) On the pressure vessel shell made of carbon steel and stainless steel composite plate, open a pipe hole for installing a stainless steel pipe. The diameter of the pipe hole is 6mm larger than the outer diameter of the stainless steel pipe 3. K-type primary groove;
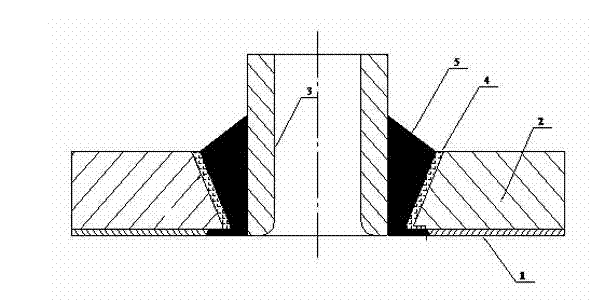
[0021] b) Surfacing a transition isolation layer 4 with a thickness of 6 mm on the primary groove to form a secondary groove;
[0022] c) The pressure vessel shell made of stainless steel clad plate after overlay welding shall be heat treated according to the technical requirements to eliminate stress, and the heat treatment temperature shall be 550°C;
[0023] d) According to the material of the stainle...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More