

Manufacturing process of aluminum alloy rim of large vehicle
A manufacturing process and aluminum alloy technology, applied in the field of rim manufacturing process, can solve the problems of high price and high product cost, and achieve the effects of good product quality, reduced equipment investment and cost reduction.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0077] 1. A manufacturing process of aluminum alloy rims for large vehicles, characterized in that the process comprises the following steps:
[0078] A. Cutting: Saw the aluminum alloy bar into a cylindrical blank according to the fixed length and segment;
[0079] B. Preform: Send the cylindrical blank to the swing mill for swing rolling to obtain the round cake blank 2;
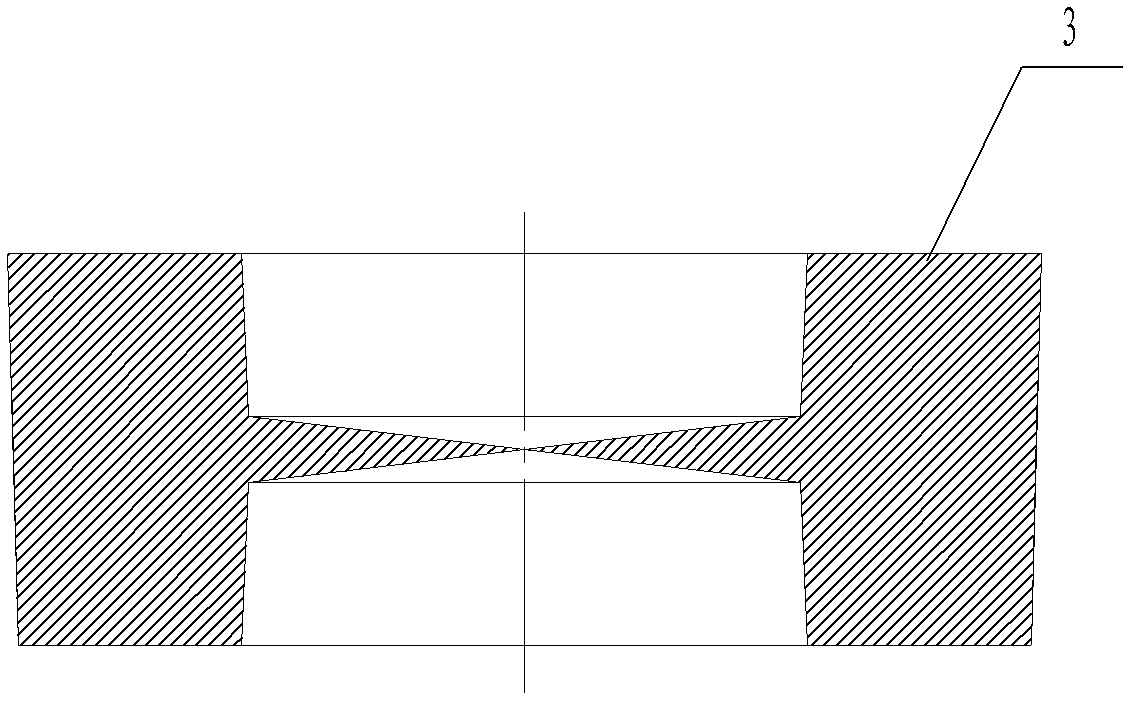
[0080] C, punching: on the press, the upper and lower ends of the round cake blank are punched respectively to obtain a circular truncated blank 3 with upper and lower blind holes, and the upper and lower blind holes also have tapers respectively;
[0081] D. Pre-forging: After cutting off the blind hole and skin of the punched conical blank, reverse extrusion is performed on the press through a reverse extrusion die, so that the upper and lower blind holes of the conical blank form an upper Large and small stepped holes, the stepped holes also have a taper, and the length of the conical blank...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More