

Manufacturing method of pedestal bearing for turbocharger and positioning tool for same
A technology of a turbocharger and a manufacturing method, which is applied in the direction of grinding workpiece supports, etc., can solve the problems of scrapped parts, scrapped workpieces, unable to meet the requirements of workpieces, etc., so as to reduce the process of scraping inner holes, improve the qualification rate and production efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
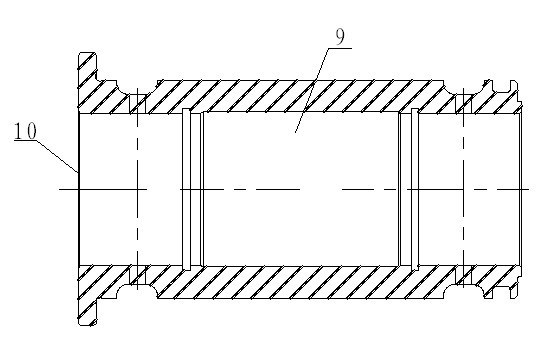
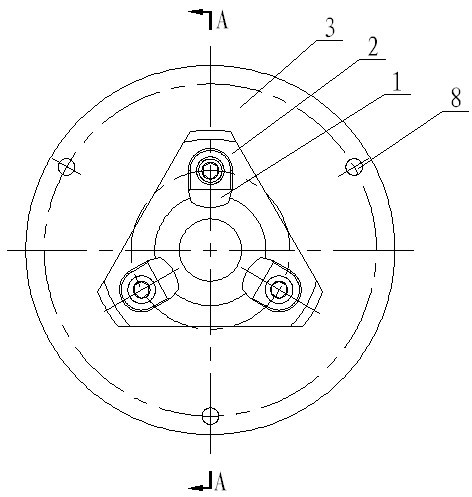
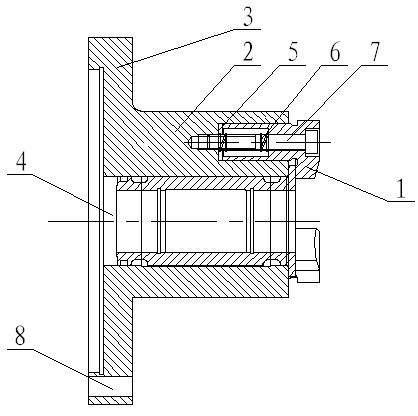
[0034] Embodiment 1: as figure 1 As shown, a turbocharger support bearing manufacturing method, the processing steps include: 1) rough turning the end surface and hole of the workpiece; 2) rough turning the other end surface and the outer circle; 3) annealing the workpiece to relieve stress ;4), finish turning end face and hole; 5), finish turning the other end face and hole; 6), milling semicircle positioning groove; 7) drilling radial holes at both ends; 8), milling outer circle flat square 9) fitter go burr; 12), oil wedge surface on milling thrust surface; 13), flaw detection inspection; 14), fitter deburring, cleaning parts; 15), comprehensive inspection; its characteristic is: between process 2) and process 4) Process 3), anneal the workpiece to relieve stress; use process 10) and process 11) between process 9) and process 12), in which process 10), use positioning tooling, use the tooling hole to locate the outer circle of the workpiece, and press the thrust of the work...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More