

Aluminum or aluminum alloy conductor twisting and compressing process for cables
A technology of aluminum alloy conductor and compression process, which is applied in the direction of cable/conductor manufacturing, circuit, electrical components, etc., can solve the problem of increasing the friction resistance of the conductor over a round compression drawing die, aggravating the breakage of aluminum wire grains, and the crystal lattice Distortion, failure to solve the problem of broken wires from the source, etc., to avoid heating and softening, reduce grain breakage, and small sliding frictional resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] The aluminum or aluminum alloy conductor twisting and compacting process for cables includes the step of twisting the aluminum or aluminum alloy monofilament 3 along the pulling direction of the aluminum or aluminum alloy monofilament 3 and the step of twisting the twisted aluminum or aluminum alloy monofilament 3 The step of pressing the monofilament 3 with the pressure roller is twisted once and the pressure roller is tightly pressed to form a layer of twisted layer. The latter twisted layer is formed by twisting on the basis of the previous twisted layer, and the last layer The stranding direction of the stranding layer and the penultimate stranding layer are the same.
[0028] In the present invention, the twisting direction of the twisted layers other than the penultimate twisted layer and the last twisted layer is opposite to that of the last twisted layer.
[0029] In the present invention, the step of compacting by rollers is performed by using a multi-channel c...
Embodiment 2
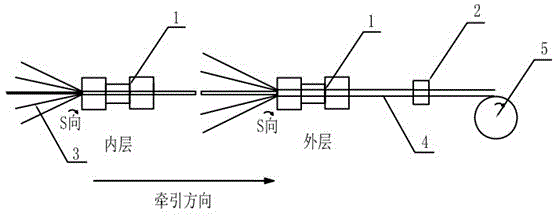
[0036] The difference from Example 1 is that: the same strand layer of the penultimate twisted layer passes through two round roller dies 1 for pressure roller compaction; the same twisted layer of the last twisted layer passes through first After 4 rounds of circular pressure roller mold 1 are pressed by the rollers, they are then pressed through 1 round of nano-diamond composite coating compaction round mold 2; the distance between the nano-diamond composite coating compaction round mold 2 and the last The distance between the circular pressure roller mold 1 is 1m.
[0037] When the present invention is in use, the aluminum or aluminum alloy monofilament 3 is stranded from left to right under the traction of the traction wheel 5 and enters the circular pressure roller mold 1, and the aluminum or aluminum alloy conductor 4 needs three layers of tight pressing , the stranding directions from inside to outside are respectively: right-left-left, so that the aluminum or aluminum ...
Embodiment 3
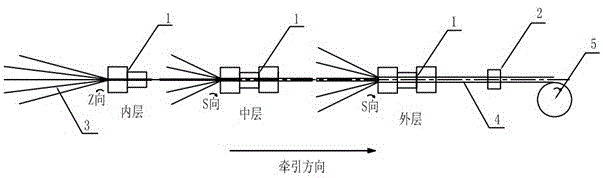
[0039] The difference from Examples 1 and 2 is: the same stranded wire layer of the penultimate stranded layer is pressed by three circular pressing roller molds 1; the same stranded wire layer of the last stranded layer After the pressing roll is pressed by 4 round pressing roller moulds 1, the round mould 2 is pressed by 1 nano-diamond composite coating; the nano-diamond composite coating is pressed against the circular mould 2 by a The distance of the last round press roll die 1 is 1.5m.
[0040] When the present invention is in use, the aluminum or aluminum alloy monofilament 3 is twisted into the circular pressing roller die 1 from left to right under the traction of the traction wheel 5, and the aluminum or aluminum alloy conductor 4 needs to be pressed by four layers. , the twisting directions from the inside to the outside are: left-right-left-left.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More