

Bent blank manufacture method of section bar of aluminum alloy flash-welded thin-wall ring
A technology of aluminum alloy profiles and flash welding, which is applied in the field of profile bending, can solve the problems of affecting the dimensional accuracy of ring parts, ring blanks are prone to indentation, and high cost, so as to improve dimensional accuracy and processing quality, and bulging and rounding Ease of process, saving man-hours and energy consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach
[0054] The main chemical element content (percentage by weight) of the alloy is: 1.9% to 2.5% of Cu, 1.4% to 1.8% of Mg, 0.9% to 1.5% of Fe, 0.9% to 1.5% of Ni, 0.9% to 1.5% of Ni, Ti content is 0.02% to 0.10%, Mn content is 0.20%, Zn content is 0.30%, Si content is 0.35%, other elements are individually ≤0.05% and the sum is ≤0.10%, and the balance is Al.
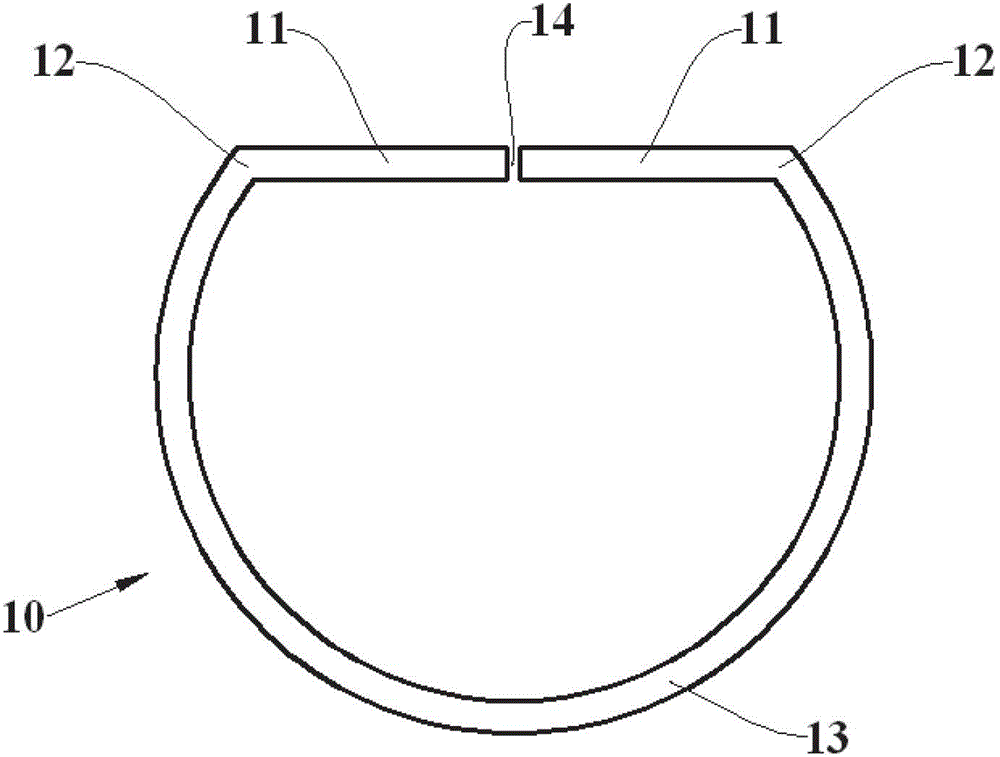
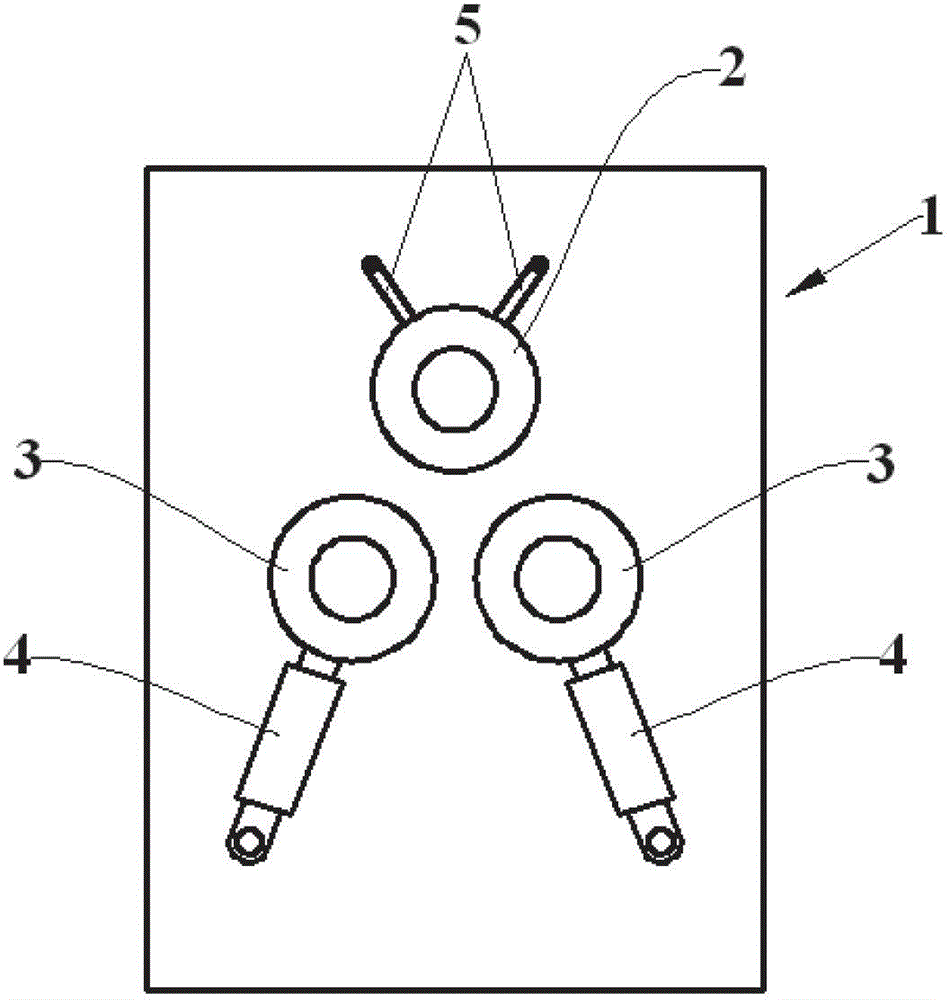
[0055] The specific process steps of bending billet are as follows:
[0056] Step 1: Cut the material. like image 3 As shown, the 2A70 aluminum alloy material with a rectangular cross-section is cut into a profile 20 according to the specifications. The length of the profile 20 is determined according to the diameter of the welding ring, and its maximum cross-sectional area is 65mm (width)×30mm (thickness). This profile 20 is divided into mn, no, op, pq and qw five sections by m, n, o, p, q, w, in order to make the curvature radius of the op section after bending greater than the curvature radius of the no or pq section...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More