

Cold and hot extrusion molding method of rotary thick-walled shell part for vehicle
A composite extrusion and parts technology, which is applied in the field of cold and warm composite extrusion forming of rotating thick-walled shell parts for vehicles, can solve problems such as difficult to form high-strength parts, and achieve low deformation resistance, good surface quality and high material utilization. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
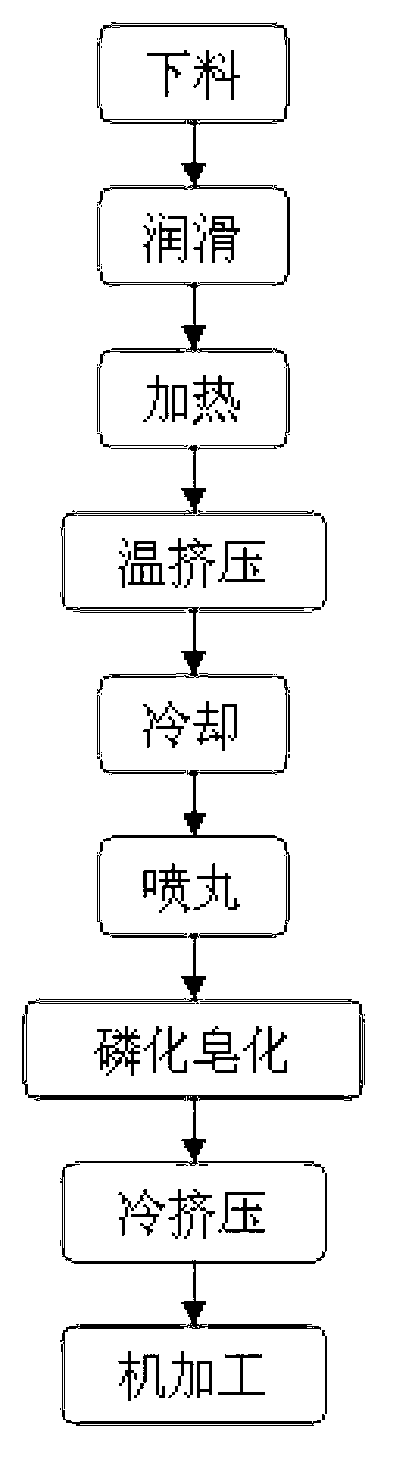
[0031] A cold-temperature compound extrusion forming method for a rotary thick-walled shell part for a vehicle, the process flow of which is as follows figure 1 As shown, the method comprises the following steps: (1) sawing round steel for blanking to obtain a billet; (2) cleaning the surface of the billet to remove impurities and lubricating the billet; (3) heating the billet; (4) ) Warm extrusion of the heated billet, so that the whole billet reaches the basic size of the part to form a large-diameter cup part; (5) cooling the large-diameter cup part; (6) shot blasting the large-diameter cup part (7) Carry out phosphating and saponification treatment to large-diameter cup parts; (8) Carry out cold extrusion to large-diameter cup parts, form small-diameter cup parts and shape them; (9) small-diameter cup parts after extrusion Machining is carried out to obtain rotary thick-walled shell parts for vehicles.
[0032] The method for heating the billet in step (3) is: heating the...
Embodiment 2
[0034] A cold-temperature compound extrusion forming method for a rotary thick-walled shell part for a vehicle, the process flow of which is as follows figure 1 As shown, the method comprises the following steps: (1) sawing round steel for blanking to obtain a billet; (2) cleaning the surface of the billet to remove impurities and lubricating the billet; (3) heating the billet; (4) ) Warm extrusion of the heated billet, so that the whole billet reaches the basic size of the part to form a large-diameter cup part; (5) cooling the large-diameter cup part; (6) shot blasting the large-diameter cup part (7) Carry out phosphating and saponification treatment to large-diameter cup parts; (8) Carry out cold extrusion to large-diameter cup parts, form small-diameter cup parts and shape them; (9) small-diameter cup parts after extrusion Machining is carried out to obtain rotary thick-walled shell parts for vehicles.
[0035] Wherein, the specific method of lubricating the billet in ste...
Embodiment 3
[0037] A cold-temperature compound extrusion forming method for a rotary thick-walled shell part for a vehicle, the process flow of which is as follows figure 1 As shown, the method comprises the following steps: (1) sawing round steel for blanking to obtain a billet; (2) cleaning the surface of the billet to remove impurities and lubricating the billet; (3) heating the billet; (4) ) Warm extrusion of the heated billet, so that the whole billet reaches the basic size of the part to form a large-diameter cup part; (5) cooling the large-diameter cup part; (6) shot blasting the large-diameter cup part (7) Carry out phosphating and saponification treatment to large-diameter cup parts; (8) Carry out cold extrusion to large-diameter cup parts, form small-diameter cup parts and shape them; (9) small-diameter cup parts after extrusion Machining is carried out to obtain rotary thick-walled shell parts for vehicles.
[0038] Wherein, the specific method of lubricating the billet in ste...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More