

Catalyst vulcanization method for gasoline hydrotreating process
A gasoline hydrogenation and treatment process technology, applied in the petroleum industry, hydrocarbon oil treatment, etc., can solve the problem of not considering the joint operation of multiple sets of hydrogenation units, and achieve the effect of simple vulcanization start-up operation, good safety and convenient operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
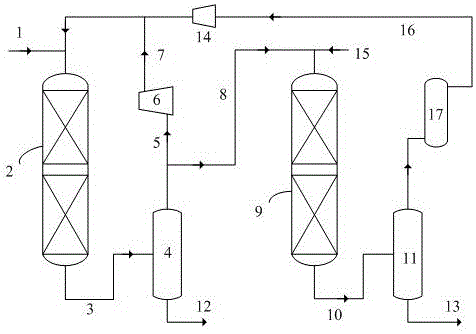
[0041] use figure 1 Process flow shown. The high-sulfur diesel hydrogenation unit is in normal operation. The sulfur content of the diesel feedstock is 2.03wt%, and the process conditions are: the reaction hydrogen partial pressure is 6.3MPa, and the volume space velocity is 2.0h -1 , the average reaction temperature is 360°C, and the volume ratio of hydrogen to oil is 350. The reforming pre-hydrogenation unit is ready to start sulfidation after gas replacement, catalyst drying and airtightness of the unit. After the reaction bed temperature of reforming prehydrogenation unit reactor 9 rises to 150° C., sulfurized oil is introduced through pipeline 15 . The effluent obtained from the reactor 9 enters the high fraction 11 of the reforming prehydrogenation unit through the pipeline 10 . After the temperature of the reaction bed in reactor 9 rises to 180° C., the hydrogenation catalyst loaded in the reforming prehydrogenation reactor is sulfided. Part of the high fraction ga...
Embodiment 2
[0047] use figure 1 Process flow shown. The high-sulfur diesel hydrogenation unit is in normal operation. The sulfur content of the diesel raw material is 2.03wt%, and the process conditions are: the reaction hydrogen partial pressure is 6.3MPa, and the volume space velocity is 2.0h -1 , the average reaction temperature is 360°C, and the volume ratio of hydrogen to oil is 350. The coker gasoline hydrogenation unit is ready to start vulcanization after gas replacement, catalyst drying and airtightness of the unit. After the temperature of the reaction bed in the reactor 9 of the coker gasoline hydrogenation unit rises to 160° C., sulfurized oil is introduced through the pipeline 15 . The effluent obtained from the reactor 9 enters the high fraction 11 of the coker gasoline hydrogenation unit through the pipeline 10 . After the temperature of the reaction bed in reactor 9 rises to 180° C., the hydrogenation catalyst loaded in the coker gasoline hydrogenation reactor is sulfu...
Embodiment 3
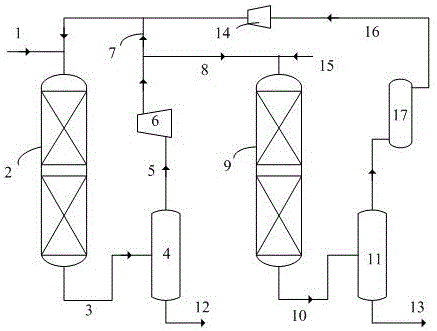
[0051] use figure 2 process shown. The high-sulfur diesel hydrogenation unit is in normal operation. The sulfur content of the diesel raw material is 2.03wt%, and the process conditions are: the reaction hydrogen partial pressure is 6.3MPa, and the volume space velocity is 2.0h -1 , the average reaction temperature is 360°C, and the volume ratio of hydrogen to oil is 350. The coker gasoline hydrogenation unit is ready to start vulcanization after gas replacement, catalyst drying and airtightness of the unit. After the temperature of the reaction bed in reactor 9 of the coking gasoline hydrogenation unit rises to 180°C, at this time, adjust the circulating hydrogen dehydrogenation unit of the high-sulfur diesel hydrogenation unit. Circulating hydrogen with hydrogen sulfide gas enters coker gasoline hydrogenation reactor 9 through pipeline 8, liquid (including water generated during sulfidation process) is discharged through pipeline 13, high fraction gas passes through desu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More