

Incremental bending and forming method of hat-shaped member
A hat-shaped and arc-shaped technology, which is applied in the field of progressive bending forming methods and molds for hat-shaped parts, can solve the problems of long design and manufacturing cycle, low mold reuse rate, and large springback.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
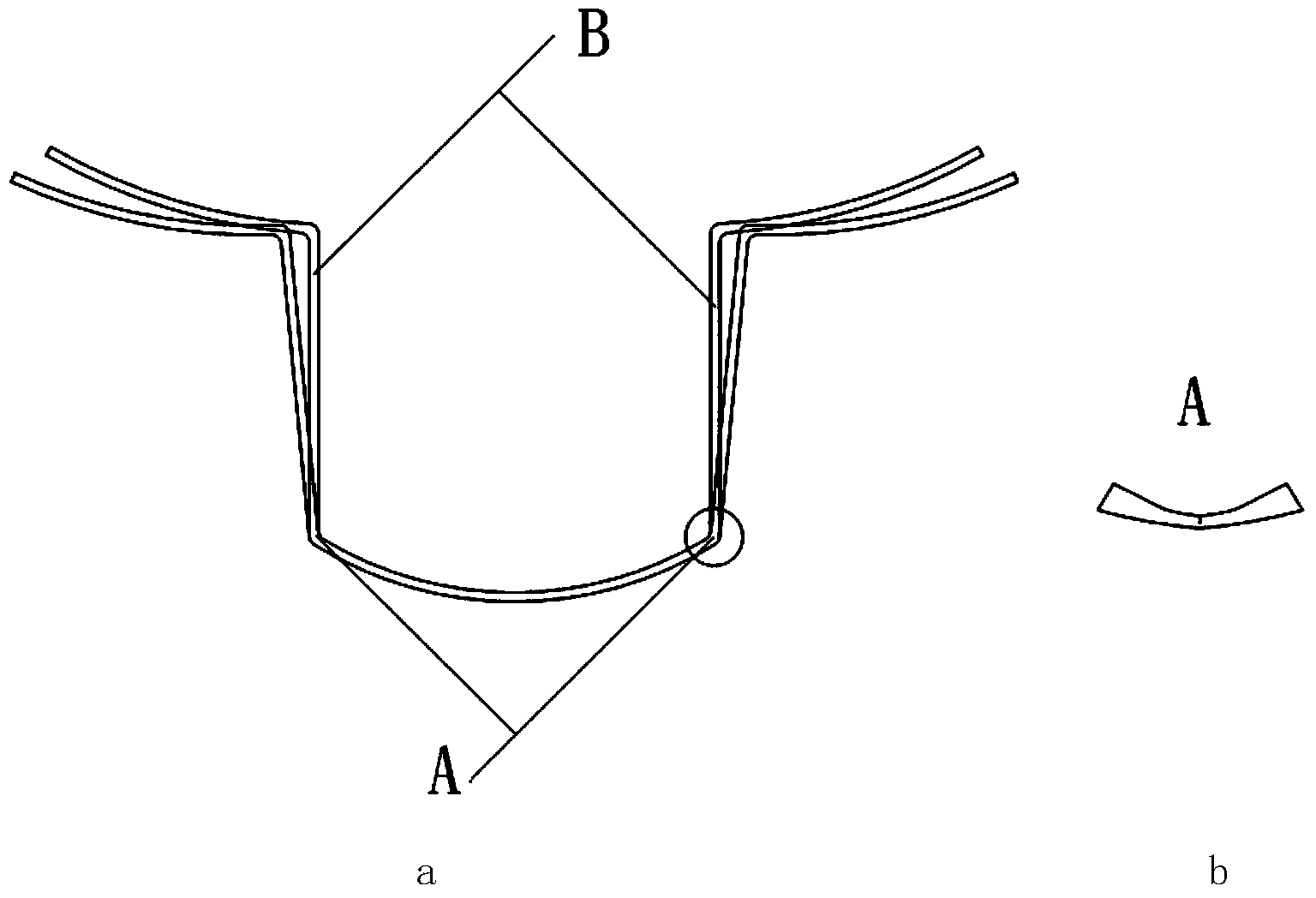
[0050] This embodiment is a method for progressive bending and forming of a titanium alloy plate with a size of 420mm×360mm and a thickness of 1mm. After forming, the part is a hat-shaped piece with a radius of 125mm at both ends, a length of 57mm, and a vertical side length of 80mm on both sides. , the radius of the middle arc is 80mm, and the length is 92mm.
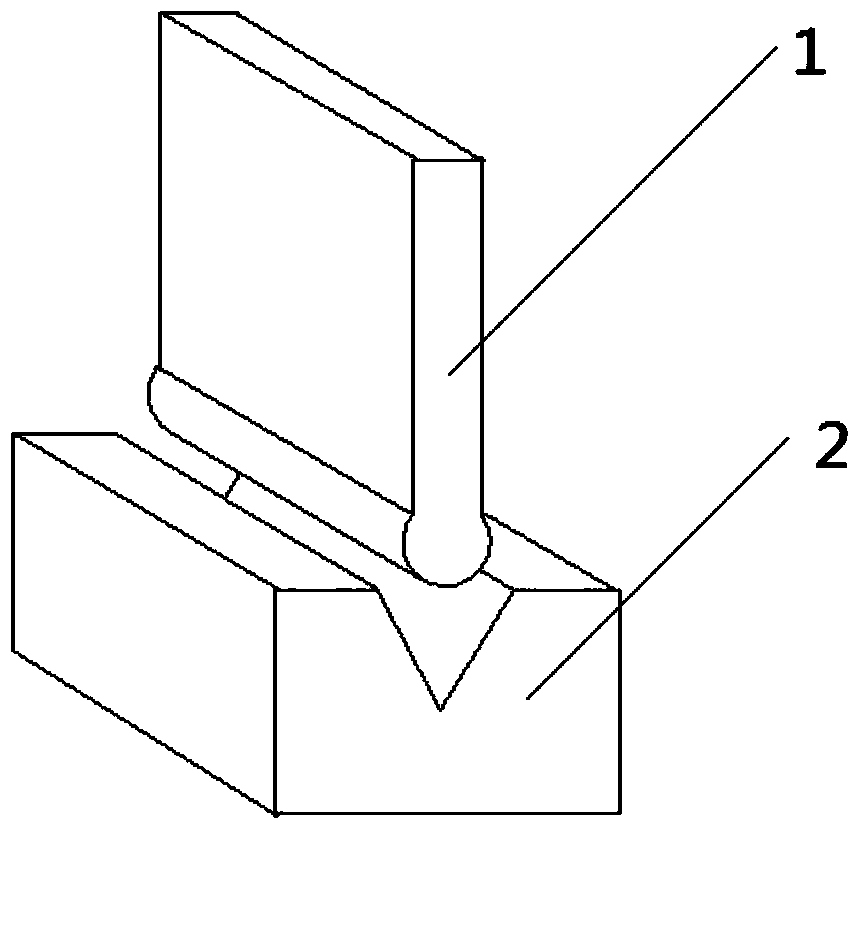
[0051] The forming mold used adopts the punch 1 and the die 2 in the prior art. The cavity of the die 2 is V-shaped, and the angle of the V-shaped cavity is 60°. The depth of the V-shaped cavity is 35mm. The cross-section of the forming surface of the punch 1 is a convex circle, and the diameter of the forming surface of the punch is smaller than the cavity opening of the die 2, so that the forming surface of the punch 1 can be aligned with the cavity of the die 2 Cooperate.
[0052] In this embodiment, the radius of the round head of the punch is 10mm. When in use, the die 2 is located on the workbench of the bend...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More