

Flux-cored welding wire and its preparation method and application
A technology of flux-cored welding wire and flux core, which is applied in welding equipment, welding medium, manufacturing tools, etc., can solve the problems of steel quality, maintenance cost, and failure to meet the requirements of bending roll surfacing work, high-temperature hardness and long-lasting Poor performance and other problems, to achieve the effect of excellent surfacing metal properties, high temperature hardness, and long-lasting performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0069] Example 1 The bending roller is repaired with a flux-cored wire with a diameter of Ф2.5mm
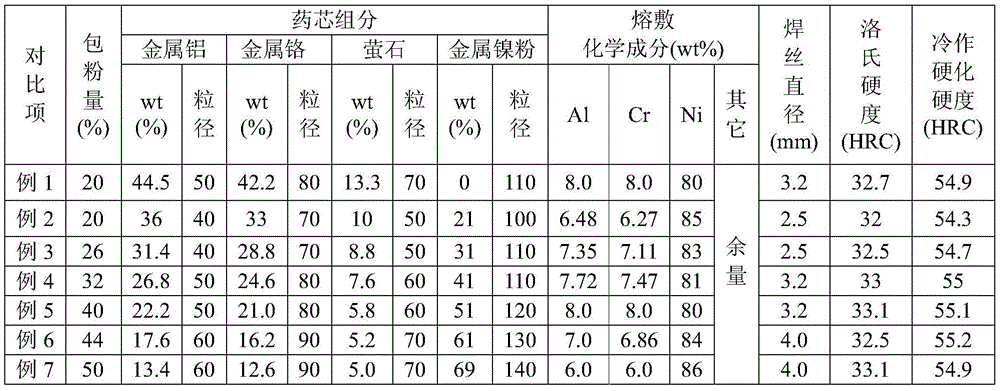
[0070] Welding material: use the welding wire prepared in Example 2 in Table 3, and use flux HJ107 for surfacing repair.
[0071] Technological process: Roll core preparation→flaw detection inspection→surfacing welding working layer→machining→finished product inspection; machining includes: turning and hardening treatment.
[0072] Specific operation of surfacing repair: turn the roll surface to a diameter of Ф414mm before welding; use submerged arc surfacing welding to make the roll surface diameter Ф422~425mm.
[0073] Surfacing specific process parameters:
[0074] Wire diameter: Ф2.5mm;
[0075] Power polarity: DC reverse connection;
[0076] Welding current: 220~260A;
[0077] Welding voltage: 28~32V;
[0078] Welding speed: 200~250mm / min;
[0079] Dry elongation of welding wire: 25~28mm;
[0080] The amount of post welding wire: 25 ~ 30mm;
[0081] Lap amount: 50-60...
Embodiment 2
[0084] Example 2 Repairing the bending roller with a flux-cored wire with a specification of Ф3.2 mm
[0085] Welding material: use the welding wire prepared in Example 4 in Table 3, and use flux HJ107 for surfacing repair.
[0086] Technological process: Roll core preparation→flaw detection inspection→surfacing welding working layer→machining→finished product inspection; machining includes: turning and hardening treatment.
[0087] Specific operation of surfacing repair: turn the roll surface to a diameter of Ф414mm before welding; use submerged arc surfacing welding to make the roll surface diameter Ф422~425mm.
[0088] Surfacing specific process parameters:
[0089] Wire diameter: Ф3.2m;
[0090] Power polarity: DC reverse connection;
[0091] Welding current: 260~320A;
[0092] Welding voltage: 29~33V;
[0093] Welding speed: 300~350mm / min;
[0094] Welding wire dry elongation: 28 ~ 30mm;
[0095] The amount of post welding wire: 28 ~ 30mm;
[0096] Lap amount: 50-...
Embodiment 3
[0099] Example 3 The bending roller is repaired with a flux-cored welding wire with a specification of Ф4.0mm
[0100] Welding material: Use the welding wire prepared in Example 6 in Table 3 with HJ107 flux for surfacing repair.
[0101] Technological process: Roll core preparation→flaw detection inspection→surfacing welding working layer→machining→finished product inspection; machining includes: turning and hardening treatment.
[0102] The specific process of surfacing welding repair: before welding, the roll surface is turned to a diameter of Ф414mm; the submerged arc surfacing welding working layer is used to make the roll surface diameter Ф422~425mm.
[0103] Surfacing specific process parameters:
[0104] Wire diameter: Ф4.0mm;
[0105] Power polarity: DC reverse connection;
[0106] Welding current: 350~420A;
[0107] Welding voltage: 29~33V;
[0108] Welding speed: 350~450mm / min;
[0109] Dry elongation of welding wire: 30~35mm;
[0110] The amount of post weldi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More