

Brazing method for DD5 single crystal alloy
A brazing method and alloy technology, which is applied in the field of brazing of DD5 single crystal alloys, can solve the problems that DD5 alloy connection technology has not been reported.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
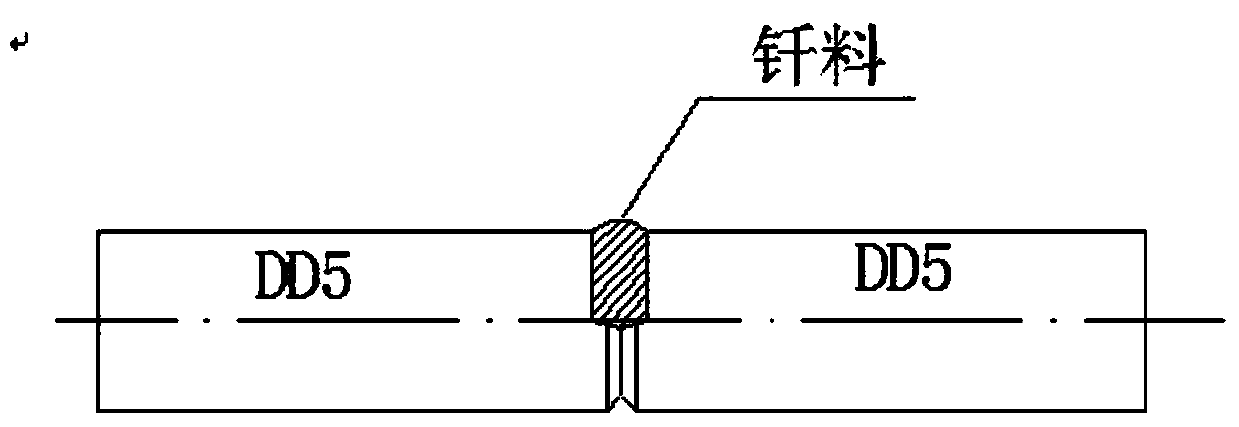
[0026] according to figure 1 The DD5 alloy sample is processed, with a diameter of Φ13 and a length of 33mm. Each tensile sample is formed by butt brazing of two above-mentioned samples.
[0027] (1) Sample cleaning
[0028] The surface of the sample to be welded is mechanically polished to remove the surface scale, and then the sample to be welded is cleaned with gasoline and alcohol in sequence to remove oil and dirt on the surface of the sample.
[0029] (2) Sample assembly
[0030] On the special fixture, the samples are assembled and positioned by superalloy sheet and energy storage spot welding method to ensure that the brazing gap between the samples is 0.1mm.
[0031] (3) Apply paint
[0032] Firstly, the powdery B-Ni55NbCoWCrAlSiMoTi solder (-150 mesh to -300 mesh) is mixed with a binder to form a paste solder, and the binder accounts for 8%. Then put the solder paste into the applicator, and finally apply the solder paste to the sample to be welded, and the amoun...
Embodiment 2
[0039] according to figure 1 Processing DD5 alloy sample, diameter Φ13, length 33mm. Each tensile specimen is butt-brazed from two of the above specimens.
[0040] (1) Sample cleaning
[0041] The surface of the sample to be welded is mechanically polished to remove the surface scale, and then the sample to be welded is cleaned with gasoline and alcohol in sequence to remove oil and dirt on the surface of the sample.
[0042] (2) Sample assembly
[0043] On the special fixture, the samples are assembled and positioned by superalloy sheet and energy storage spot welding method to ensure that the brazing gap between the samples is 0.1mm.
[0044] (3) Apply paint
[0045] Firstly, powdery B-Ni55NbCoWCrAlSiMoTi solder (-150 mesh to -300 mesh) is mixed with a binder to form a paste solder, and the binder accounts for 10%. Then put the solder paste into the applicator, and finally apply the solder paste to the sample to be welded, and the amount of solder coating should be able...
Embodiment 3
[0052] according to figure 1 Processing DD5 alloy sample, diameter Φ13, length 33mm. Each tensile specimen is butt-brazed from two of the above specimens.
[0053] (1) Sample cleaning
[0054] The surface of the sample to be welded is mechanically polished to remove the surface scale, and then the sample to be welded is cleaned with gasoline and alcohol in order to remove oil and dirt on the surface of the sample.
[0055] (2) Sample assembly
[0056] On the special fixture, the samples are assembled and positioned by superalloy sheet and energy storage spot welding method to ensure that the brazing gap between the samples is 0.1mm.
[0057] (3) Apply paint
[0058]Firstly, the powdery B-Ni55NbCoWCrAlSiMoTi solder (-150 mesh to -300 mesh) is mixed with a binder to form a paste solder, and the binder accounts for 12%. Then put the solder paste into the applicator, and finally apply the solder paste to the sample to be welded, and the amount of solder coating should be able...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More