

A furnace brazing method for 1cr18ni9ti stainless steel pipe and 5a06 aluminum alloy pipe
A stainless steel tube, aluminum alloy tube technology, applied in welding equipment, tubular articles, metal processing equipment, etc., can solve the problems of low connection strength, low reliability of welding quality, etc., to improve forming quality, reduce welding heat input, The effect of avoiding thermal cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
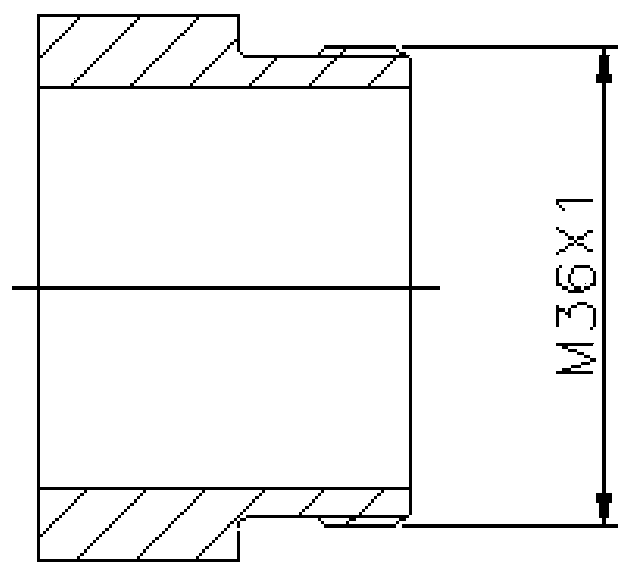
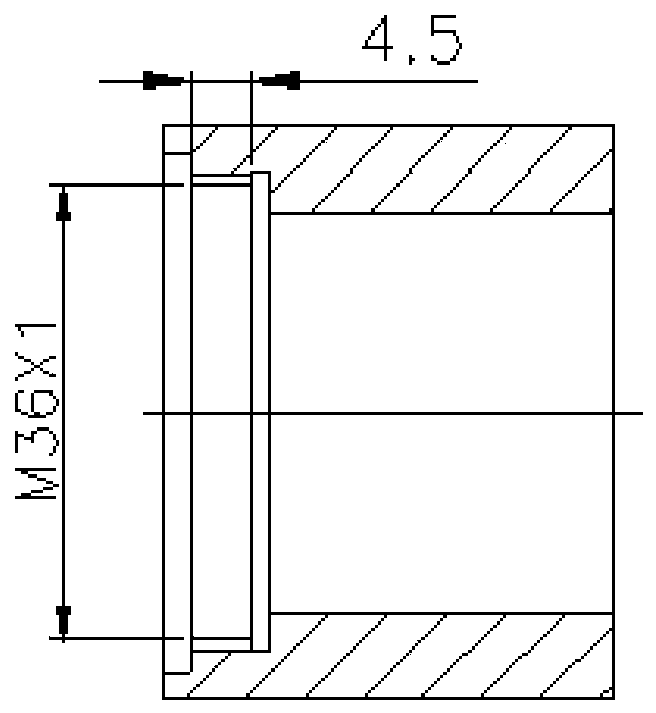
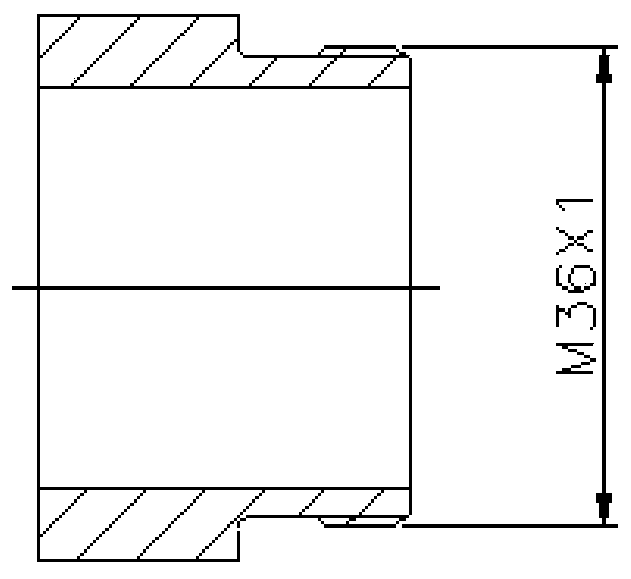
[0030] Such as figure 1 and figure 2 As shown, the wall thickness of 1Cr18Ni9Ti stainless steel pipe is 2mm, and the wall thickness of 5A06 aluminum alloy pipe is 2mm.
[0031] (1) Process 11mm long external thread on the part of 1Cr18Ni9Ti stainless steel pipe to be welded, and then pickle the surface of 1Cr18Ni9Ti stainless steel pipe to be welded. 3μm nickel layer;
[0032] (2) Process an internal thread of 11mm long on the 5A06 aluminum alloy tube to be welded, and then process a welding groove on the surface of the 5A06 aluminum alloy tube to be welded. The angle of the groove is 30°, and the blunt edge is not greater than 1mm. Alkali cleaning, the surface finish of the welding groove after alkali cleaning is 3.2μm;
[0033] (3) Screw the position to be welded of the 1Cr18Ni9Ti stainless steel pipe after step (1) pretreatment into the groove of the 5A06 aluminum alloy pipe after step (2) pretreatment, the gap is not more than 0.15mm, and obtain the workpiece to be wel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| surface smoothness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More