

Forming process of car seat connecting plate
An automobile seat and molding process technology, applied in the field of stamping process, can solve the problems of high production difficulty, high production cost and low yield, and achieve the effects of high production difficulty, high production cost and low yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
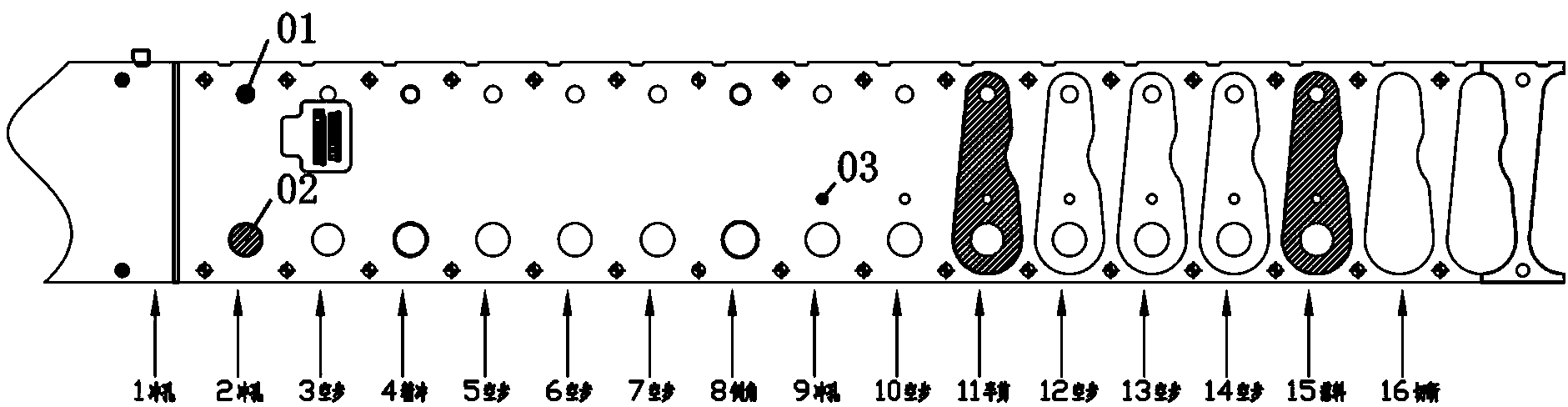
[0033] Embodiment 1: Adopting the steel plate that model is S500MC among the high-yield hot continuous rolling steel plates for cold forming as material plate material, the material plate thickness that adopts is 5mm, adopts one-time punching forming process, such as figure 1 Shown:
[0034] a. Take the unilateral gap between the inner wall surface of the die and the outer wall surface of the punch as 5% of the thickness of the material plate, then the height of the bright band in the hole obtained by punching is 80% of the height of the punching surface; The height of the burr part is 20% of the height of the blanking surface; the life of the punch is 3041 times.
[0035] b. Taking the unilateral gap between the inner wall surface of the die and the outer wall surface of the punch as 7% of the thickness of the material plate, the height of the bright band in the hole obtained by punching is 75% of the height of the punching surface; The height of the burr part is 12% of the ...
Embodiment 2
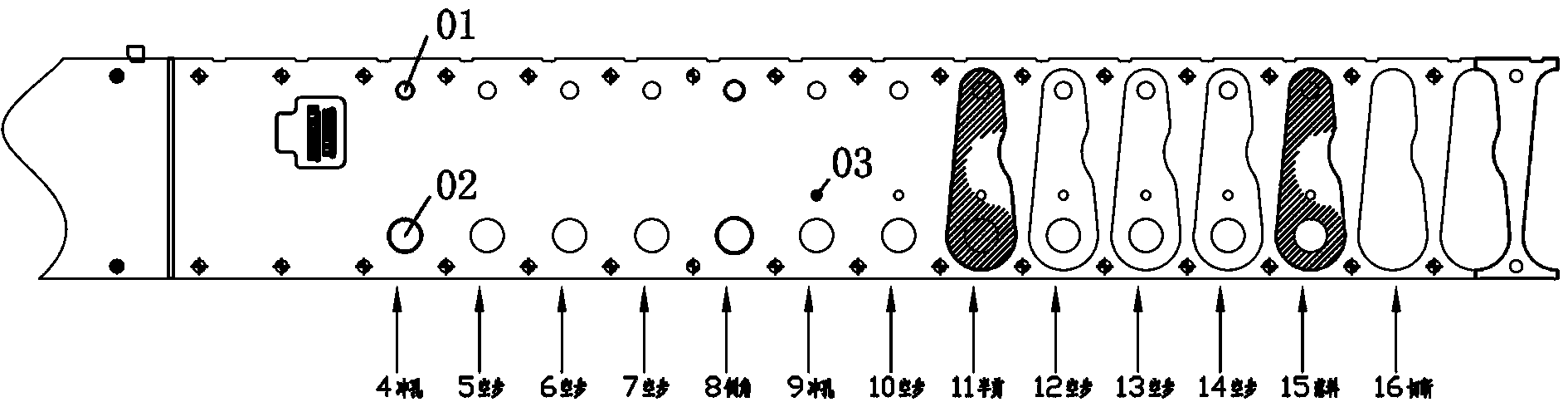
[0039] Embodiment 2: Adopt the steel plate that model is S315MC in the high-yield hot continuous rolling steel plate for cold forming as material plate material, the material plate thickness that adopts is 5mm, adopts one-time punching forming process, such as figure 2 Shown:
[0040] a. Taking the unilateral gap between the inner wall surface of the die and the outer wall surface of the punch as 5% of the thickness of the material plate, the height of the bright band in the hole obtained by punching is 78.4% of the height of the punching surface; The height of the burr part is 18.5% of the height of the blanking surface; the life of the punch is 2872 times.
[0041] b. Taking the unilateral gap between the inner wall surface of the die and the outer wall surface of the punch as 7% of the thickness of the material plate, the height of the bright band in the hole obtained by punching is 74.3% of the height of the punching surface; The height of the burr part is 11.5% of the h...
Embodiment 3
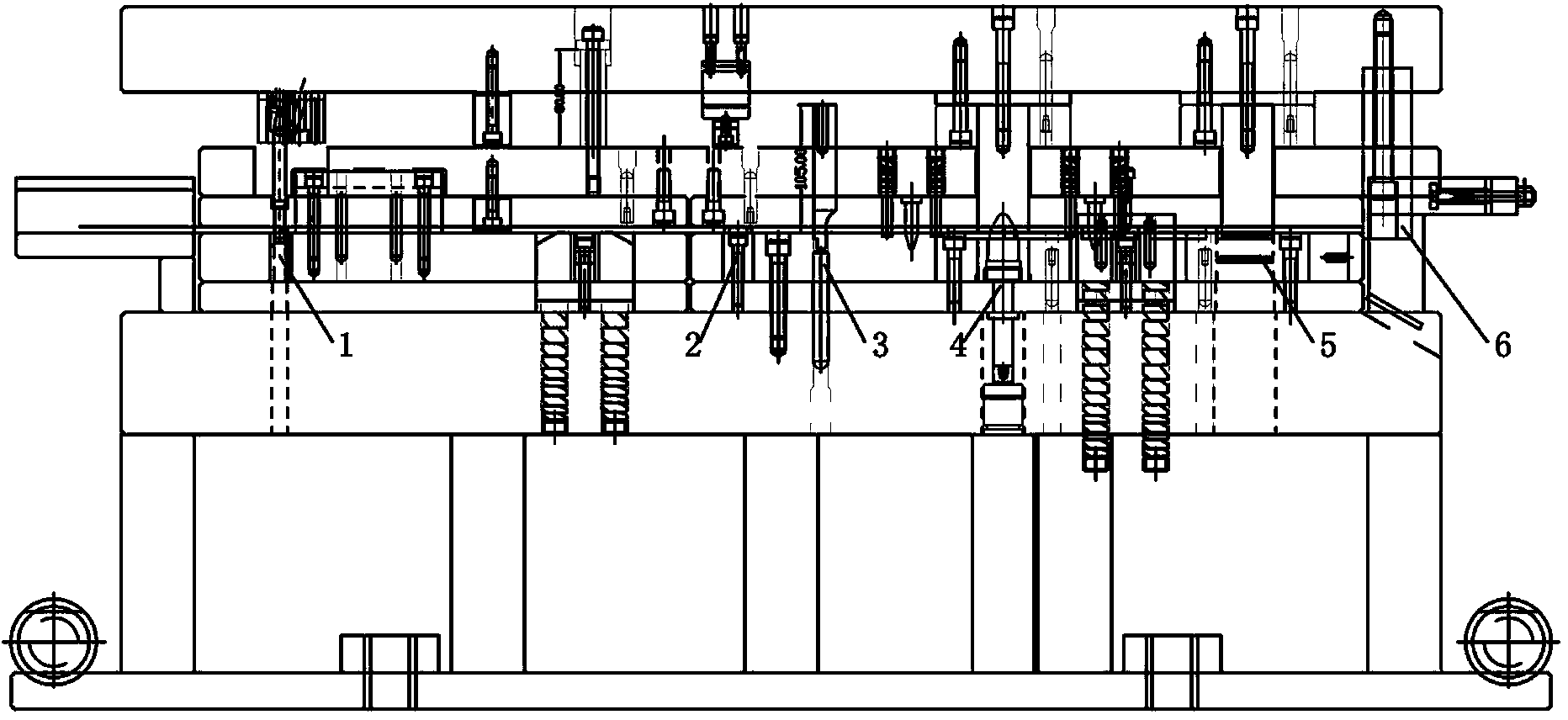
[0045] Embodiment 3: Adopt the steel plate that model is S700MC in the high-yield hot continuous rolling steel plate for cold forming as material plate material, the material plate thickness that adopts is 5mm, adopts one-time punching forming process, such as image 3 Shown:
[0046] a. Taking the unilateral gap between the inner wall surface of the die and the outer wall surface of the punch as 5% of the thickness of the material plate, the height of the bright band in the hole obtained by punching is 80.6% of the height of the punching surface; The height of the burr part is 19.3% of the height of the blanking surface; the life of the punch is 3126 times.
[0047] b. Taking the unilateral gap between the inner wall surface of the die and the outer wall surface of the punch as 7% of the thickness of the material plate, the height of the bright band in the hole obtained by punching is 75.8% of the height of the punching surface; The height of the burr part is 12.3% of the he...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More