

Abrasive cluster and air hole three-dimensional controllable arrangement CBN (cubic boron nitride) grinding wheel and manufacturing method thereof
A technology of abrasives and pores, which is applied in the field of CBN grinding wheels with three-dimensional controllable arrangement of abrasive groups and pores and its manufacturing field, can solve the problems of no follow-up abrasive supplementation, complicated preparation process, and low abrasive concentration, and achieve low cost and high efficiency. The effect of grinding wheel life and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
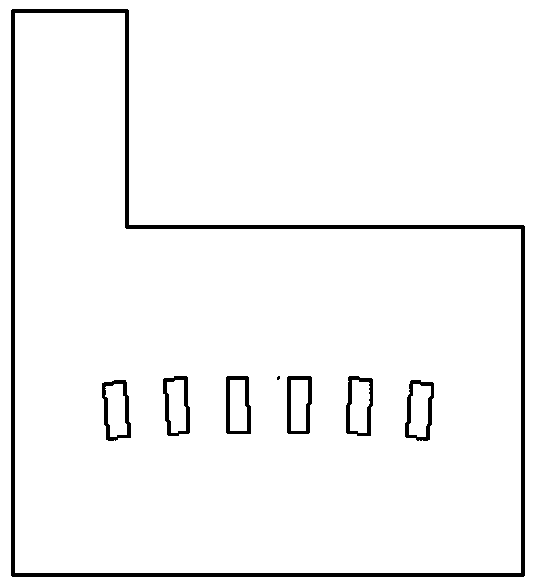
[0030] A kind of abrasive group in the working layer of the CBN grinding wheel is continuously arranged in a straight line, and the CBN grinding wheel with the controllable arrangement of the pores (the schematic diagram of the working layer is as follows Figure 5 , the width of the abrasive group area 4 is 2mm, the spacing is 6mm, the diameter of the pores 6 is 0.8mm, and the porosity of the matrix area 5 is 30%), the outer diameter of the CBN grinding wheel is 400mm, the inner diameter is 388mm, the arc of a single working layer is 11.25°, and the ring grinding wheel is inlaid 32 grinding wheel working layer segments. Its production method is:
[0031](1) Preparation of composite binder: The composite binders in the abrasive group area and the matrix area are prepared separately: the composite binder graphite in the abrasive group area accounts for 5% by mass, and the composite binder graphite in the matrix area accounts for 20% by mass. The rest is Cu-Sn-Ti active solder (...
Embodiment 2
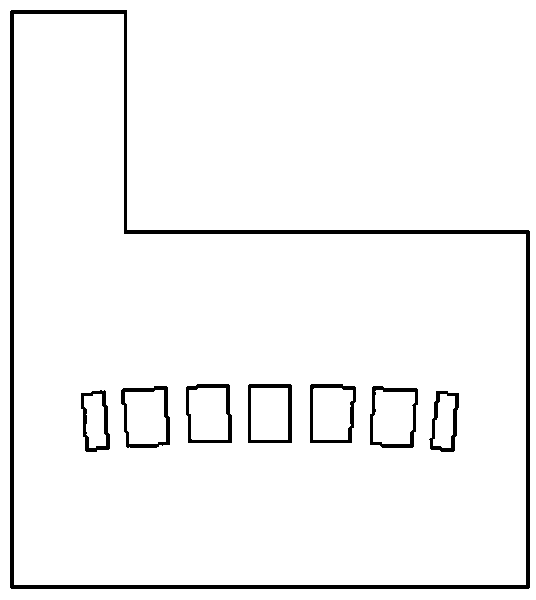
[0039] A CBN grinding wheel in which the abrasive group is discretely distributed in the working layer of the CBN grinding wheel and the air pores are controllable (the schematic diagram of the working layer is as follows Image 6 As shown, the cross-sectional size of the abrasive group is 2mm×2mm, the spacing is 6mm, the pore diameter is 0.8mm, and the porosity of the carcass area is 30%), the outer diameter of the CBN grinding wheel is 400mm, the inner diameter is 388mm, the arc is 11.25°, and the ring grinding wheel is inlaid with 32 grinding wheel working layers. knots. Its production method is:
[0040] (1) Preparation of raw materials for composite binder and abrasive group area. The preparation method is the same as the step (1) of Example 1;
[0041] (2) Preparation of abrasive layer with controllable arrangement of abrasive groups and pores. Concrete preparation process comprises the following steps:
[0042] ① Control the distance between the lower module 3 of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More