Thermal expansion and vibration composite forming process of solid particles of automobile rear axle housing
A solid particle, automobile rear axle technology, applied in the field of pipe bulging technology, to achieve the effect of improving relative motion conditions, improving formability, thinning rate and even reducing the possibility of rupture
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The present invention will be described in detail below in conjunction with the accompanying drawings and embodiments.
[0040] A thermal expansion and vibration composite forming process of solid particles of an automobile rear axle housing comprises the following steps:
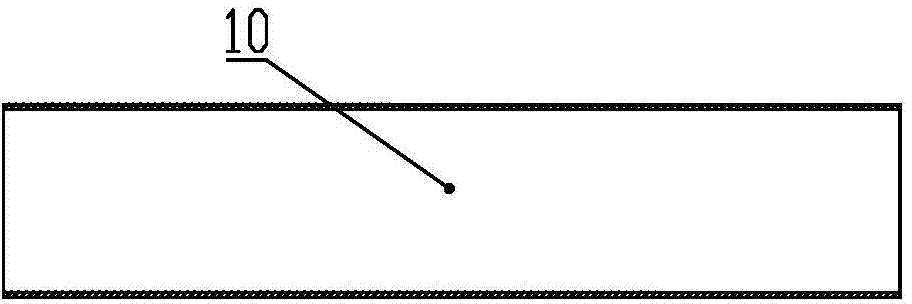
[0041] Step 1, diameter reduction treatment, to obtain the necked tube blank 11:
[0042] refer to figure 1, first select the seamless steel pipe 10 with a specification of 114*4 according to the size of the rear axle housing and the bulging requirements of the automobile, and then perform four passes of cold pushing and shrinking treatment on it, among which stress relief annealing is carried out after two passes of diameter reduction ;
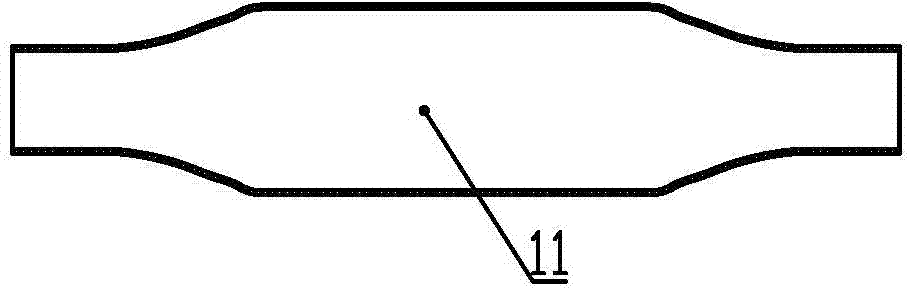
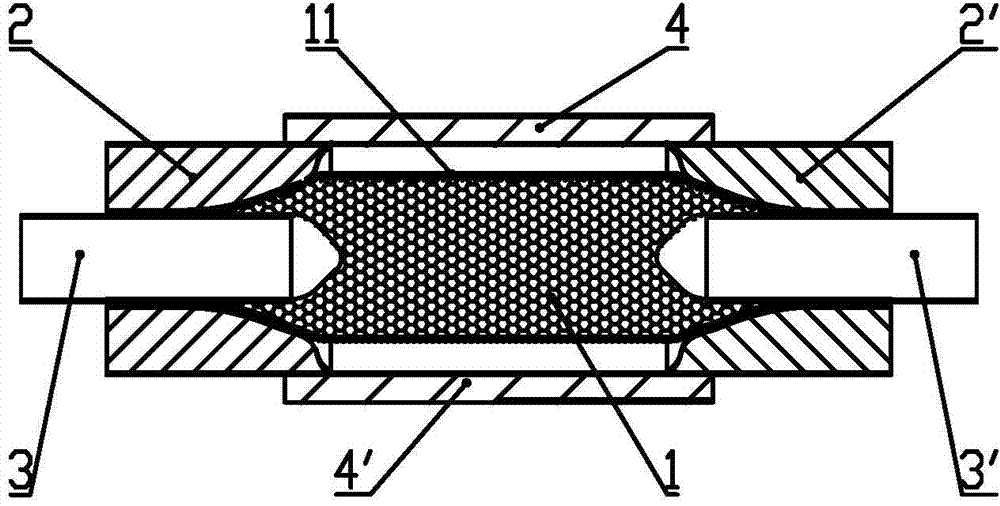
[0043] Step 2, heating and assembling a bulging mold:
[0044] refer to figure 2 , image 3 Put the solid particles grinded in the graphite powder into the reduced-diameter tube blank 11, select the steel ball 1 with a diameter of 1mm for the solid particles,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com