

High temperature resistance and oxidation resistance low expansion alloy gas shielded welding wire
A low-expansion alloy and gas shielded welding technology, which is applied in welding medium, welding equipment, metal processing equipment, etc., can solve the problems of incomplete fusion and incomplete penetration, achieve good weldability, reduce thermal stress, and prevent welding thermal cracks Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0017] The preparation method of welding wire is:
[0018] (1) Vacuum induction furnace is used to smelt welding wire alloy. The process conditions are: vacuum degree 0.1~1.0Pa, refining temperature 1560~1580℃, refining time 20~25 minutes, stop heating, freeze until the melt is dark red, add Al, V , and then refined for 5 minutes, and finally poured at a pouring temperature of 1420-1430°C;
[0019] (2) The welding wire alloy is remelted in a vacuum consumable electric arc furnace, and its process conditions are: vacuum degree 0.1-1.0Pa, voltage 20-35V, current density 150-200A / cm 2 , Melting speed 5.0~10.0cm / min;
[0020] (3) Homogenize the remelted ingot after removing shrinkage cavities and car skin. The homogenization treatment specification is: 1060°C×1hr→1120°C×1.5hr→1180°C×2hr, air cooling;
[0021] (4) Forge the homogenized ingot into a round bar. The forging specification is: heating temperature 1170°C±10°C, heat preservation 20-60min, heat preservation time shortens...
Embodiment
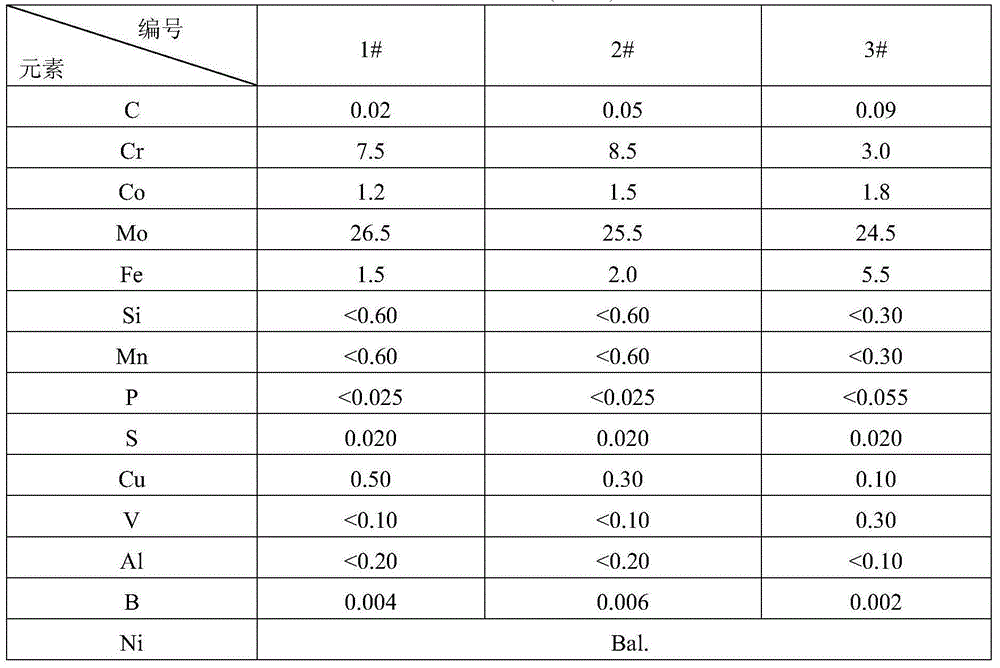
[0030] Three welding wires were prepared respectively, and the components in Table 1 were used for the welding wire composition.
[0031] Table 1 Welding wire composition (wt.%)
[0032]
[0033] (1) Ratio of charge
[0034] According to the target content of each element and the smelting loss coefficient, determine the ratio of each raw material.
[0035] (2) Vacuum induction furnace is used to smelt welding wire alloy. The process conditions are: vacuum degree 0.1~1.0Pa, refining temperature 1560~1580℃, refining time 20~25 minutes, stop heating, freeze until the melt is dark red, add Al and Ti And rare earth Y, then refining for 5 minutes, and finally pouring, the pouring temperature is 1410-1420°C;
[0036] (3) Vacuum consumable electric arc furnace is used to remelt welding wire alloy, and its process conditions are: vacuum degree 0.1~1.0Pa, voltage 20~35V, current density 150~200A / cm 2 , Melting speed 5.0~10.0cm / min;
[0037] (4) Homogenize the remelted ingot after...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More