

Cavity-pasting full-mold casting method
A technology of solid mold casting and casting, which is applied in the direction of casting molding equipment, casting molds, cores, etc., can solve the problems of large amount of pattern making, affecting the quality of castings, and high production costs of castings, and achieves low cost of pattern making and modeling, and solves the problem of The deformation of the real sample mold and the effect of reliable casting quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The preferred embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings.
[0028] The cavity-attached full mold casting method of this embodiment is carried out as follows:
[0029] (1) Make a simple joint frame mold
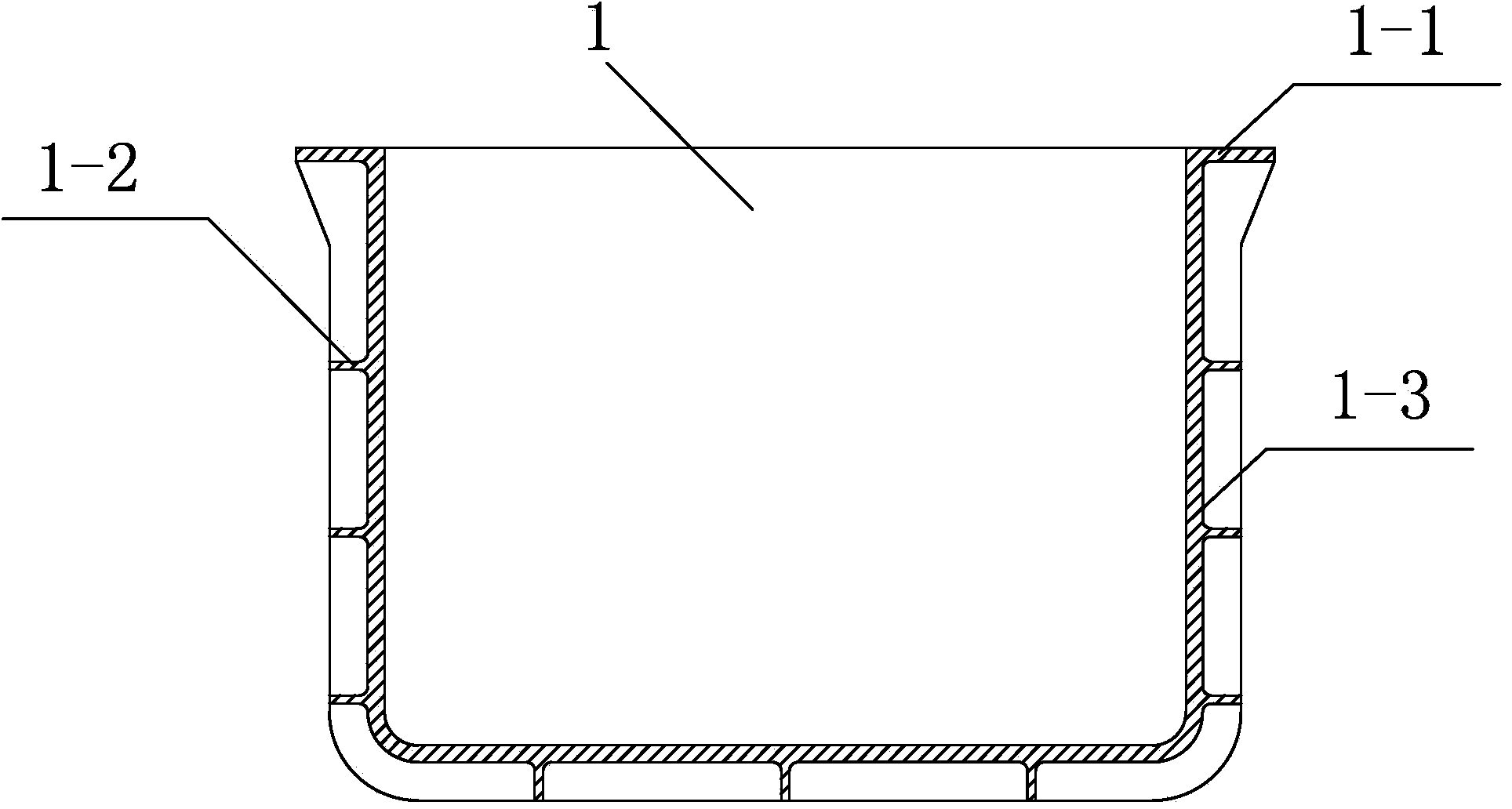
[0030] Such as figure 1 As shown, the casting 1 is a rectangular shell casting, which has a flange side 1-1, a plurality of ribs 1-2 and a casting wall 1-3.
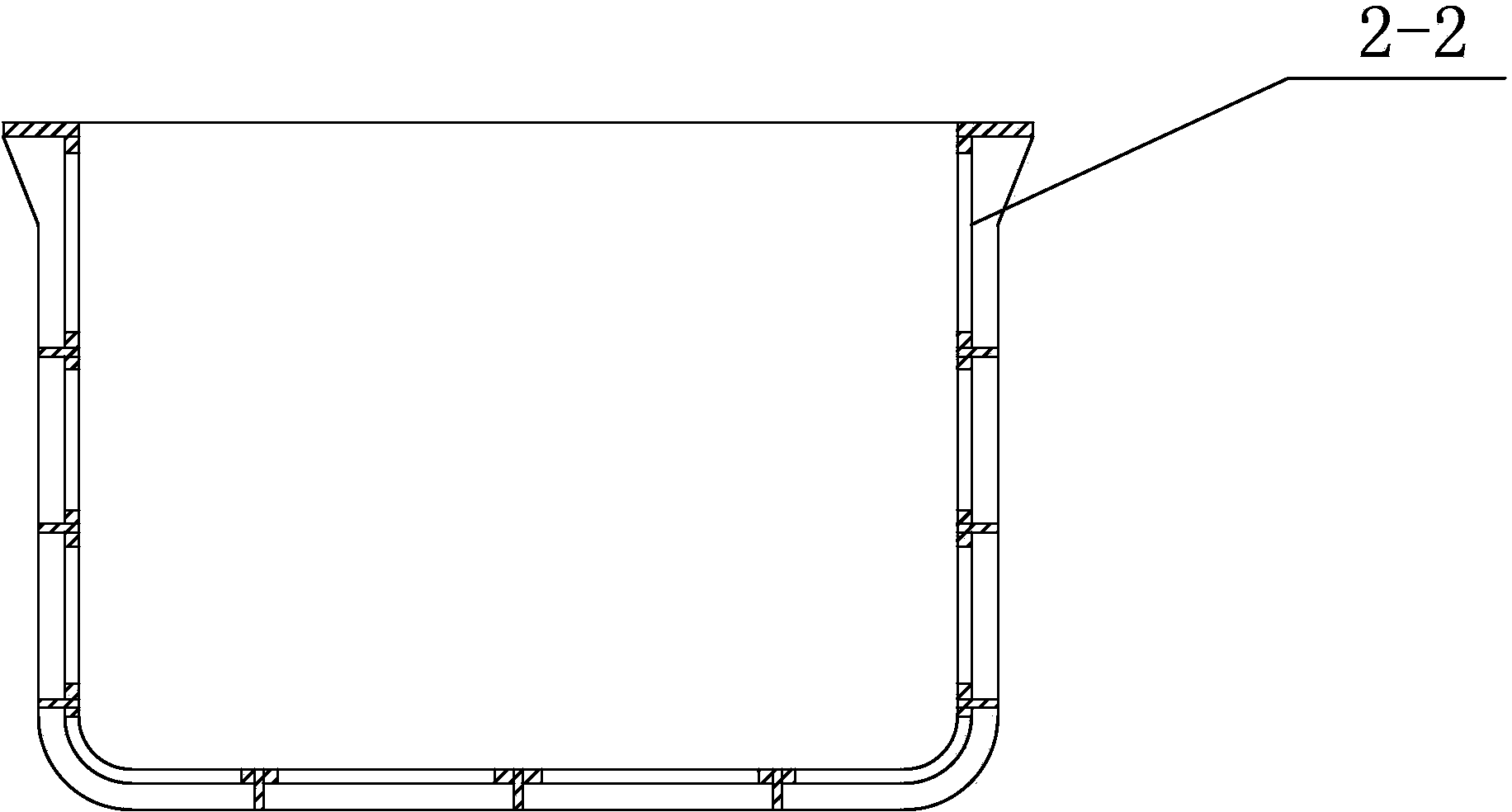
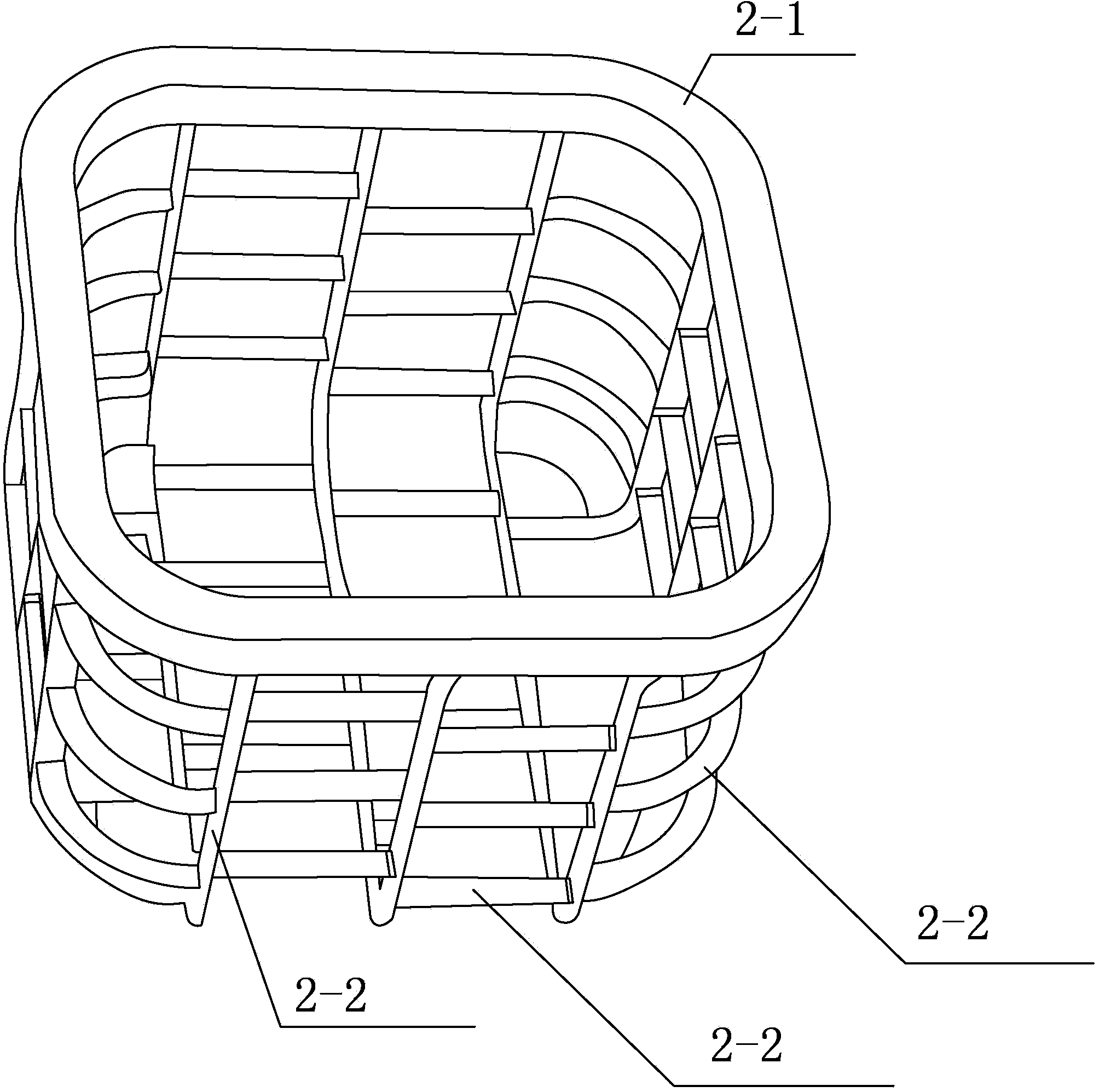
[0031] Such as figure 2 , 3 As shown, the inner cavity contour structure of the frame mold 2 corresponds to the outer contour structure of the casting 1 . In this embodiment, the frame mold 2 includes a flange side 2-1 and a mold frame frame bar 2-2, and the flange side 2-1 corresponds to the casting flange side and is located on the upper part of the frame mold. The inner side of the formwork frame bar 2-2 corresponds to the size of the outer wall of the casting, with a width of 50-100mm and a thickness of about 30mm. The interval is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More