Short-process forging method for nuclear power main pipe billet channel
A main pipeline and short process technology, applied in the direction of metal processing equipment, etc., can solve the problems of increasing process steps and forging difficulty, and achieve the effect of improving surface quality, reducing forging cost, and reducing forging fire times
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
[0027] A short-process forging method for a nuclear power main pipe billet path, comprising the following steps:
[0028] A. Select the steel ingot 1, and remove the surface defect layer of the steel ingot 1 before heating the steel ingot 1;
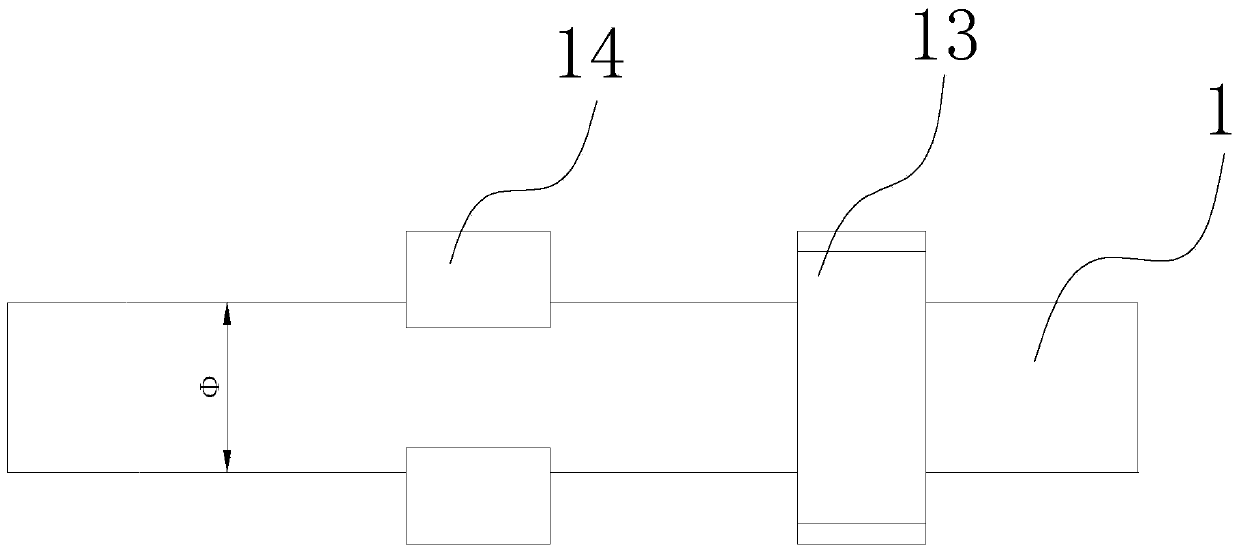
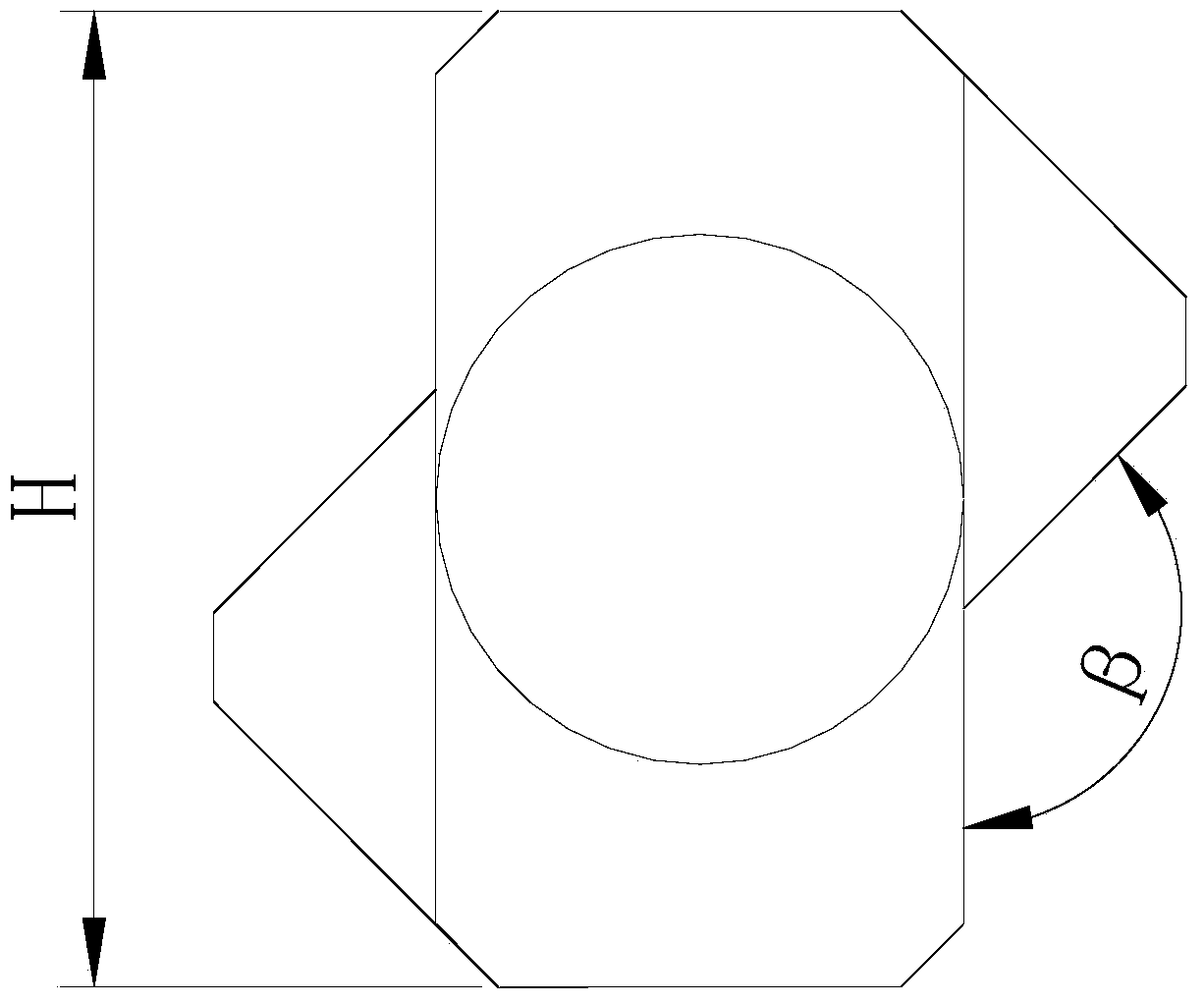
[0029] B. Slowly heat the steel ingot 1 to 800±10°C, keep it warm for 5 hours, then quickly heat it to 1220±10°C, and keep it warm for 20 hours; use the upper flat anvil and the lower V anvil to press the steel ingot 1; After the process is completed, the ingot body of the steel ingot 1 is rounded once with a small reduction; the slow heating means that the temperature rise rate is less than 40°C / h, and the fast heating means that the temperature rise rate is 40°C / h. ~100℃ / h;
[0030] C. Upsetting, elongating, and inverting in all directions; quickly heat the steel ingot 1 to 1220±10°C, keep it warm for 5 hours,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Angle of rotation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com