

Preparation method for double roller thin strips of clad plate strip
A composite strip and twin-roll thin strip continuous casting technology, which is applied in the field of twin-roll thin strip continuous casting, can solve the problems of high labor intensity, long production cycle and complicated process, so as to improve the density and internal quality and reduce porosity And the formation of cracks, the effect of short process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
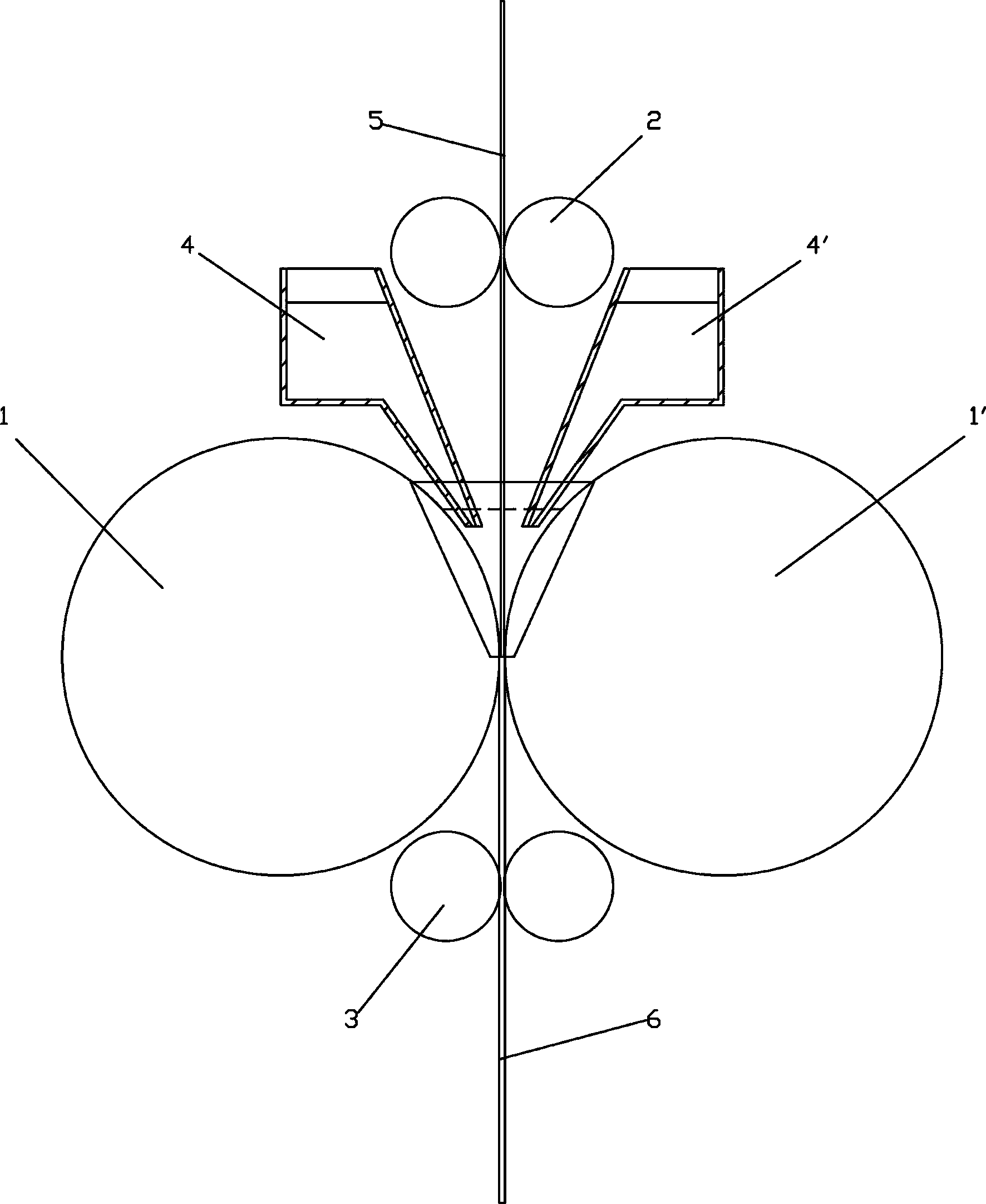
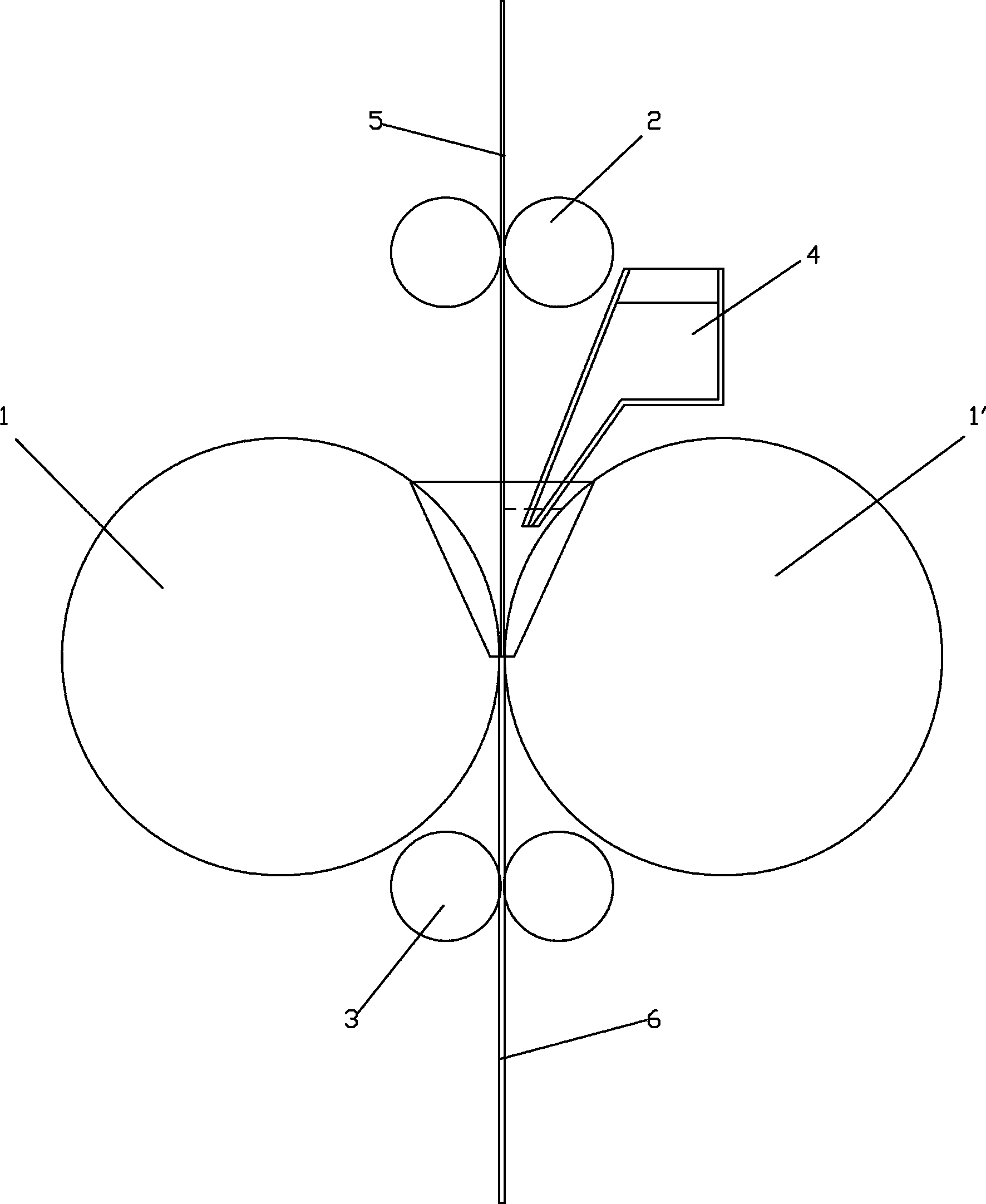
[0032] The thickness of the middle strip is 2mm, and the thickness of the composite metal on both sides is 1mm. In the actual composite process, first adjust the roll gap between the composite metal and the composite metal, and then start the control roller of the middle strip to make it pass The crystallization roller, the intermediate strip is preheated at 550°C, during which the molten metal in the tundish starts to be cast, and the threading speed of the intermediate strip, the liquid level and the superheat of the composite metal liquid are controlled within the following ranges: the threading speed: 45m / min, Composite metal liquid level: 80mm, superheat: 23°C.
Embodiment 2
[0034] The thickness of the middle strip is 3mm, and the thickness of the composite metal on both sides is 1.5mm. In the actual composite process, first adjust the roll gap between the composite metal and the composite metal, and then start the control roller of the middle strip to make it pass through. After passing through the crystallization roller, the intermediate strip is preheated to 600°C. During this period, the molten metal in the tundish starts to be cast, and the threading speed of the intermediate strip, the liquid level and superheat of the composite metal liquid are controlled within the following ranges: Strip threading speed: 60m / min , Composite metal liquid level: 110mm, superheat: 26 ℃.
Embodiment 3
[0036] The thickness of the middle strip is 5mm, and the thickness of the composite metal on both sides is 2.5mm. In the actual composite process, firstly adjust the roll gap between the composite metal and the composite metal, and then start the control roller of the middle strip to make it pass through. After passing through the crystallization roller, the intermediate strip is preheated to 700°C. During this period, the molten metal in the tundish starts to be cast. The threading speed of the intermediate strip, the liquid level and superheat of the composite metal liquid are controlled within the following ranges: Strip threading speed: 80m / min , Composite metal liquid level: 150mm, superheat: 33 ℃.
[0037] Composite materials are artificially compounded by matrix materials and composite materials by a special method. It gives full play to the physical and chemical properties of the materials and forms a new type of material with excellent comprehensive performance. It is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More