

Method for preparing molybdenum-copper alloy blanks through continuous sintering
A molybdenum-copper alloy and billet technology, which is applied in the field of continuous sintering to prepare molybdenum-copper alloy billets, can solve problems such as shortening the production process, and achieve the effects of shortening the production process, improving production efficiency, and saving energy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
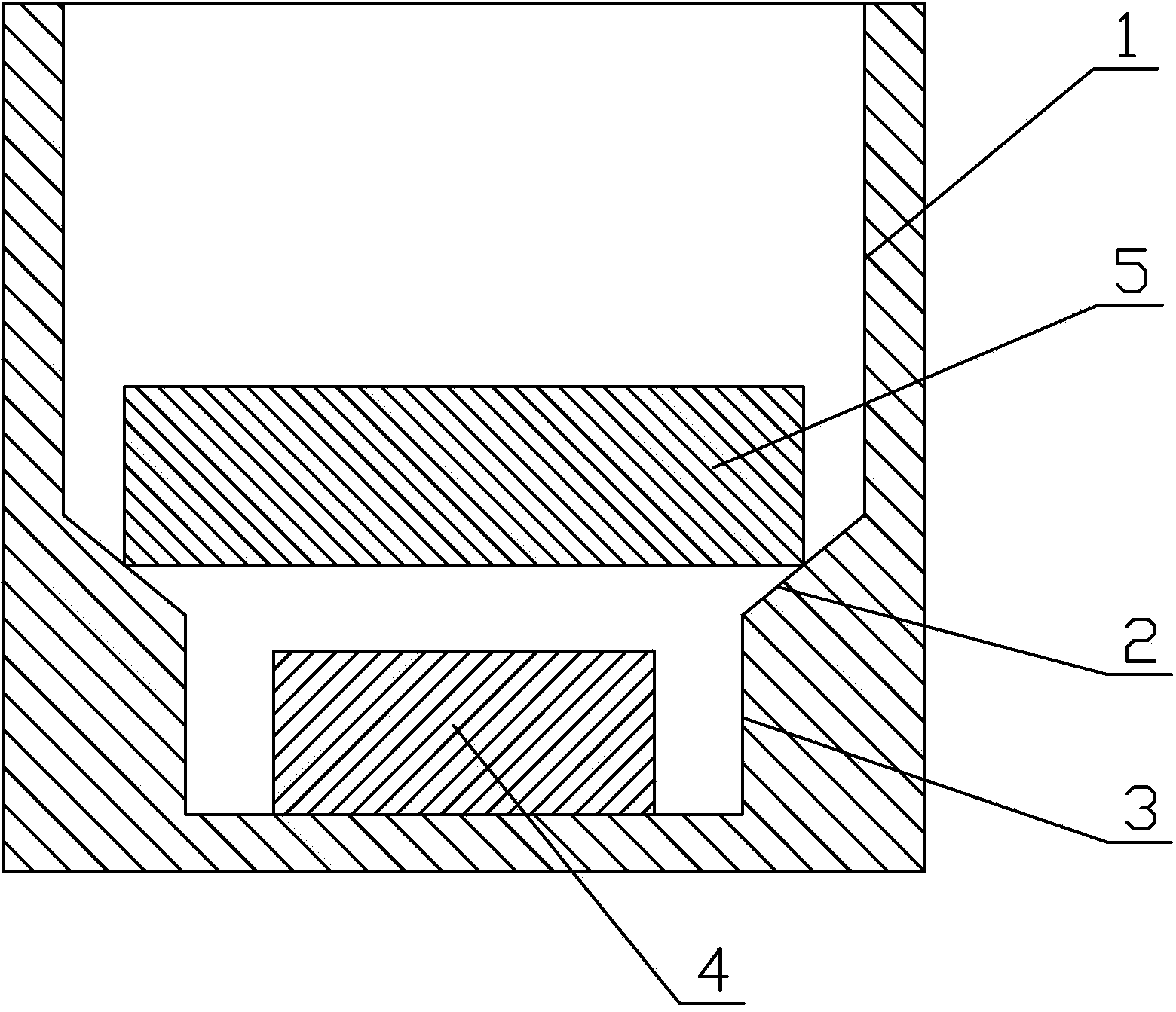
[0022] Step 1, such as figure 1 As shown, a 1.66kg copper block 4 is placed in the lower cavity 3 in the sintered crucible cavity; the sintered crucible cavity includes the upper cavity 1 and the lower cavity 3, and connects the upper cavity 1 and the lower cavity 3 middle cavity 2;
[0023] In this embodiment, the longitudinal section of the middle cavity 2 is an inverted trapezoid, and the inverted trapezoid has a base angle of 15° ° isosceles trapezoid;
[0024] In this embodiment, the cross section of the lower cavity 3 is a circle of Φ83.3 mm;
[0025] Step 2, placing 4 kg of molybdenum compact 5 with a relative density of 50% in the middle cavity 2 of the sintered crucible mold cavity described in step 1;
[0026] In this embodiment, the cross section of the molybdenum compact 5 is a circle of Φ100 mm;
[0027] Step 3. Place the sintered crucible with the copper block 4 and the molybdenum compact 5 vertically in the induction sintering furnace, raise the temperature ...
Embodiment 2
[0030] Step 1, such as figure 1 As shown, a 1.43kg copper block 4 is placed in the lower cavity 3 in the sintered crucible cavity; the sintered crucible cavity includes the upper cavity 1 and the lower cavity 3, and connects the upper cavity 1 and the lower cavity 3 middle cavity 2;
[0031] In this embodiment, the longitudinal section of the middle cavity 2 is an inverted trapezoid, and the inverted trapezoid is an isosceles trapezoid with a base angle of 45°;
[0032] In this embodiment, the cross section of the lower cavity 3 is a square with a length of 130 mm;
[0033] Step 2, placing 6 kg of molybdenum compact 5 with a maximum size of 150mm and a relative density of 60% in the middle cavity 2 of the sintered crucible mold cavity described in step 1;
[0034] In the present embodiment, the cross section of the molybdenum compact 5 is a square with a length of 150 mm;
[0035] Step 3: Place the sintered crucible with the copper block 4 and the molybdenum compact 5 verti...
Embodiment 3
[0038] Step 1, such as figure 1 As shown, a 0.61kg copper block 4 is placed in the lower cavity 3 in the sintered crucible cavity; the sintered crucible cavity includes the upper cavity 1 and the lower cavity 3, and connects the upper cavity 1 and the lower cavity 3 middle cavity 2;
[0039] In this embodiment, the longitudinal section of the middle cavity 2 is an inverted trapezoid, and the inverted trapezoid is an isosceles trapezoid with a base angle of 75°;
[0040] In this embodiment, the cross section of the lower cavity 3 is a circle with a diameter of Φ187 mm;
[0041] Step 2, placing 8 kg of molybdenum compact 5 with a maximum size of 200mm and a relative density of 75% in the middle cavity 2 of the sintered crucible mold cavity described in step 1;
[0042] In this embodiment, the cross section of the molybdenum compact 5 is a circle of Φ200 mm;
[0043] Step 3: Place the sintered crucible with the copper block 4 and the molybdenum compact 5 vertically in the indu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More