Rotary anode and method for producing same
A technology of rotating anodes and substrates, applied in the directions of X-ray tube electrodes, X-ray tube targets and converters, X-ray tubes, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
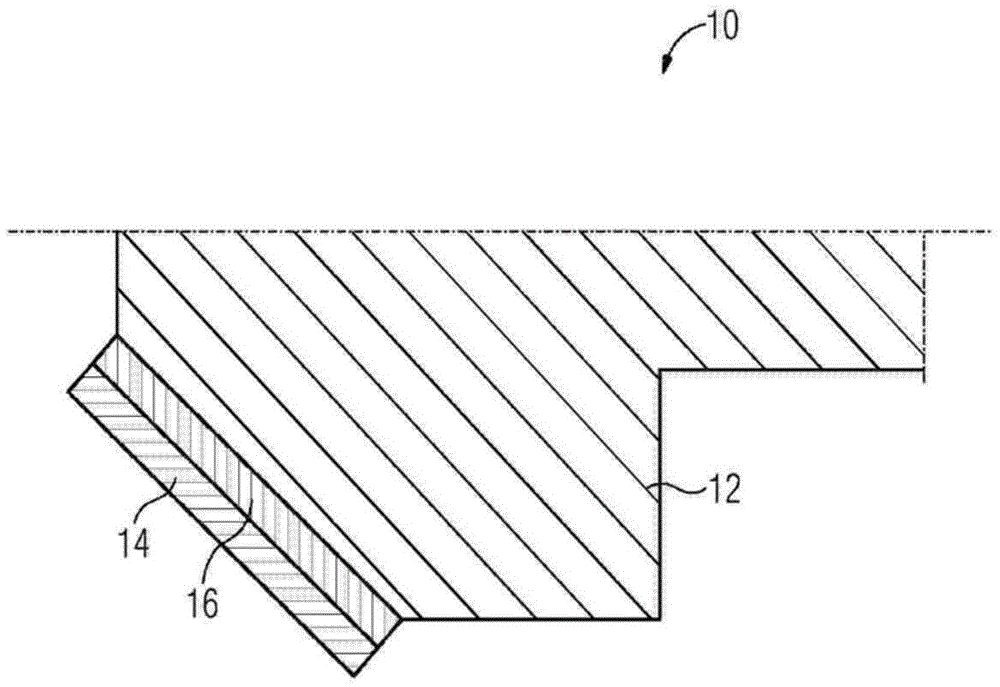
[0021] The rotary anode for an X-ray tube, designated in its entirety by 10 and only partially shown in the figures, comprises a base body 12 made of ceramic and a combustion zone 14 made of tungsten, which emits X-rays when irradiated by electrons radiation.
[0022] Due to the higher energy density in the operation of new X-ray tubes, the substrate 12 requires a material that is both resistant to high temperatures and has a sufficiently high mechanical strength at high temperatures so that a rotational frequency of 300 to 400 Hz can be maintained. A suitable class of materials satisfying these conditions are ceramics composed of silicon carbide or silicon carbide / diboride composites.
[0023] In order to improve the fixation of the combustion zone 14 on the base body made of this material, an intermediate layer 16 is formed between the combustion zone 14 and the base body 12 during the production of the rotary anode 10 , which intermediate layer 16 is made of high-temperatur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



