

Thin-walled circular type investment casting shell and preparation method thereof
A technology of thin-walled rings and investment molds, which is applied to casting molding equipment, molds, cores, etc., and can solve problems such as low dimensional accuracy, poor surface quality, and casting breakouts
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0080] Preparation of the shell of a large thin-walled annular vacuum casting of a certain K4648 superalloy
[0081] 1. The shell composition is as follows:
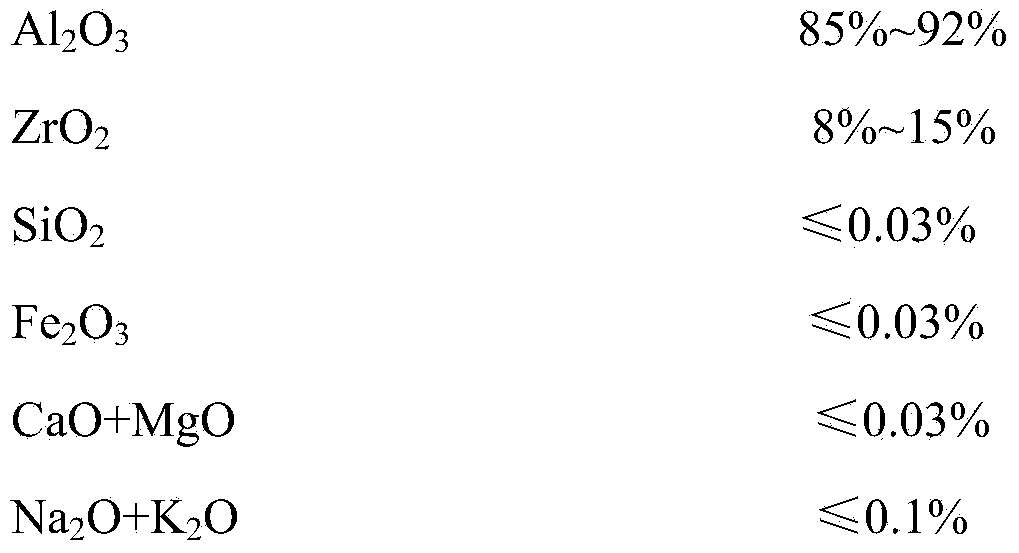
[0082] (1) Surface layer refractory powder specifications:
[0083] chemical composition:
[0084]
[0085] Particle size: D95=45-65μm, D50=9-14μm, D10=1-2μm;
[0086] (2) Specifications of the back layer refractory powder:
[0087] chemical composition:
[0088]
[0089] Particle size: D95=45-65μm, D50=10-18μm, D10=1-2.5μm;
[0090] (3) Hanging sand material:
[0091] (3.1) Sand specifications of the first to fourth layers:
[0092] chemical composition:
[0093] Al 2 o 3 ≥99.7%
[0094] Fe 2 o 3 ≤0.09%
[0095] Na 2 O≤0.21%
[0096] Sand size of the first layer: 90-120 mesh,
[0097] Sand size of the second layer: 90-120 mesh,
[0098] Sand size of the third layer: 70-90 mesh,
[0099] Sand size of the fourth layer: 46-70 mesh;
[0100] (3.2) Sand specifications of the 5th t...
Embodiment 2
[0146] Preparation of the shell of a large thin-walled annular vacuum casting of a certain K4169 superalloy
[0147] 1. The shell composition is as follows:
[0148] (1) Surface layer refractory powder specifications:
[0149] chemical composition:
[0150]
[0151] Particle size: D95=45-65μm, D50=9-14μm, D10=1-2μm;
[0152] (2) Specifications of the back layer refractory powder:
[0153] chemical composition:
[0154]
[0155] Particle size: D95=45-65μm, D50=10-18μm, D10=1-2.5μm;
[0156] (3) Hanging sand material:
[0157] (3.1) Sand specifications of the first to fourth layers:
[0158] chemical composition:
[0159] Al 2 o 3 ≥99.7%
[0160] Fe 2 o 3 ≤0.09%
[0161] Na 2 O≤0.21%
[0162] Sand size of the first layer: 90-120 mesh,
[0163] Sand size of the second layer: 90-120 mesh,
[0164] Sand size of the third layer: 70-90 mesh,
[0165] Sand size of the fourth layer: 46-70 mesh;
[0166] (3.2) Sand specifications of the 5th t...
Embodiment 3
[0213] Preparation of the shell of a large thin-walled annular vacuum casting of a certain K438 superalloy
[0214] 1. The shell composition is as follows:
[0215] (1) Surface layer refractory powder specifications:
[0216] chemical composition:
[0217]
[0218] Particle size: D95=45-65μm, D50=9-14μm, D10=1-2μm;
[0219] (2) Specifications of the back layer refractory powder:
[0220] chemical composition:
[0221]
[0222] Particle size: D95=45-65μm, D50=10-18μm, D10=1-2.5μm;
[0223] (3) Hanging sand material:
[0224] (3.1) Sand specifications of the first to fourth layers:
[0225] chemical composition:
[0226] Al 2 o 3 ≥99.7%
[0227] Fe 2 o 3 ≤0.09%
[0228] Na 2 O≤0.21%
[0229] Sand size of the first layer: 90-120 mesh,
[0230] Sand size of the second layer: 90-120 mesh,
[0231] Sand size of the third layer: 70-90 mesh,
[0232] Sand size of the fourth layer: 46-70 mesh;
[0233] (3.2) Sand specifications of the 5th to...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More