

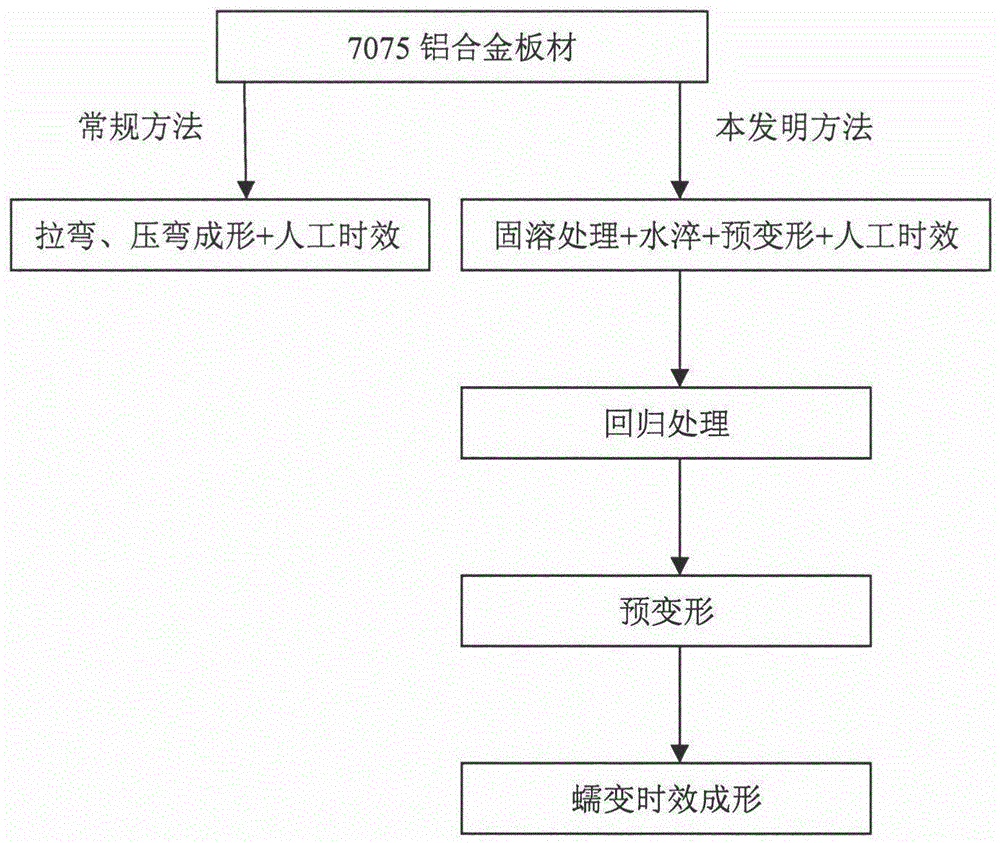
7075 aluminum alloy plate creep age forming method
A creep aging forming and aluminum alloy sheet technology, which is applied in the field of creep aging forming to achieve the effect of eliminating residual stress, remarkable effect and simple operation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0021] A 3mm thick plate is solution treated at 470°C for 1 hour and then water quenched, followed by 3% pre-deformation and artificial aging at 120°C for 24 hours. The return temperature is 185°C, the heating rate is 10°C / min, and the water quenching is carried out immediately after returning to the heat preservation for 20 minutes. A 3% pre-deformation is performed. The creep aging temperature is 120°C, the applied stress is 260MPa, and the forming time is 24 hours.
Embodiment 2
[0023] B 3mm thick plate is solution treated at 470°C for 1 hour, then water quenched, followed by 3% pre-deformation and artificial aging at 120°C for 24 hours. The return temperature is 185°C, the heating rate is 10°C / min, and the water quenching is carried out immediately after returning to the heat preservation for 40 minutes. A 3% pre-deformation is performed. The creep aging temperature is 120°C, the applied stress is 260MPa, and the forming time is 24 hours.
Embodiment 3
[0025] C 3mm thick plate is solution treated at 470°C for 1 hour, then water quenched, followed by 3% pre-deformation and artificial aging at 120°C for 24 hours. The return temperature is 185°C, the heating rate is 10°C / mm, and the water quenching is carried out immediately after returning to the heat preservation for 60 minutes. A 3% pre-deformation is performed. The creep aging temperature is 120°C, the applied stress is 260MPa, and the forming time is 24 hours.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More