

Cold pressing manufacturing process of brake block
A cold-pressing technology for brake pads, applied in friction linings, other chemical processes, chemical instruments and methods, etc., can solve the problem that the high temperature decay of brake pads is not particularly ideal, the bonding strength of lining materials and steel plates is not enough, and the There are problems in the shear resistance of the sheet, and the effect of improving high temperature recession performance, strong shear resistance and uniform compression can be achieved.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The brake pad cold pressing manufacturing process of the present invention comprises the following steps:
[0024] Step 1: Preparation of steel back
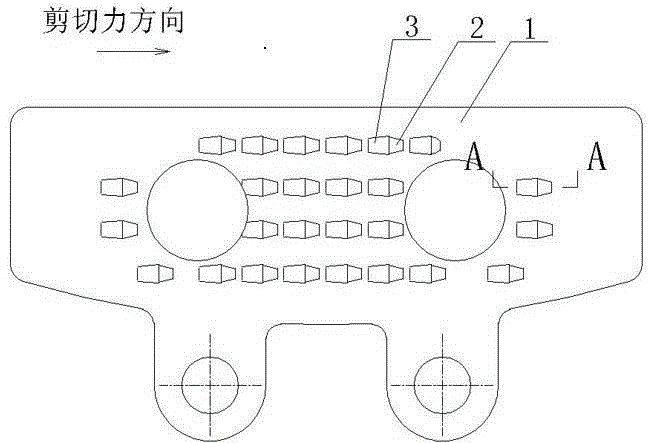
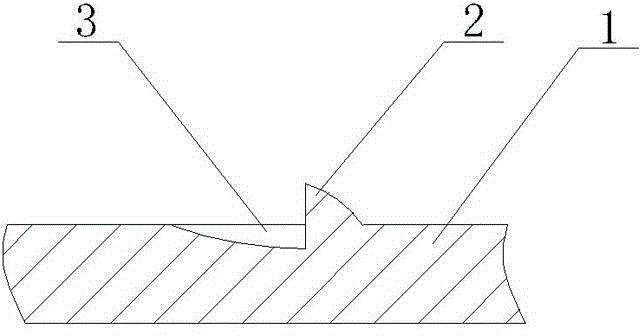
[0025] Cutting the steel back, extruding rake teeth on the upper surface of the steel back, and coating the adhesive on the upper surface of the steel back; figure 1 with 2 As shown, the rake teeth 2 are formed by scraping and extruding the material on the upper surface of the steel back 1 laterally, leaving a rake tooth groove 3 on the upper surface of the steel back after the rake teeth, and the rake teeth 2 are arranged on the upper surface of the steel back 1 Multiple rows and multiple columns, the rake teeth 2 are triangular saw teeth, and the arrangement direction of the rake teeth 2 is the same as the direction of the shearing force received by the brake pads during operation.
[0026] Step 2: Preparation of lining material
[0027] Mix the components of the lining material evenly, and the mass ratio of the comp...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More