Method for manufacturing bottom blowing type cast train wheel graphite mold
A technology for graphite molds and trains, which is applied in the field of preparation of graphite molds for bottom-blown casting train wheels, can solve the problems of unsatisfactory graphite materials, and achieve the effect of good comprehensive performance and easy graphitization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] A method for preparing a graphite mold for bottom-blown casting train wheels, comprising the following steps: crushing, screening, batching, and mixing of calcined coke, and then adding medium-temperature pitch for wet mixing, molding, primary roasting, impregnation, secondary roasting, graphite into a finished product;
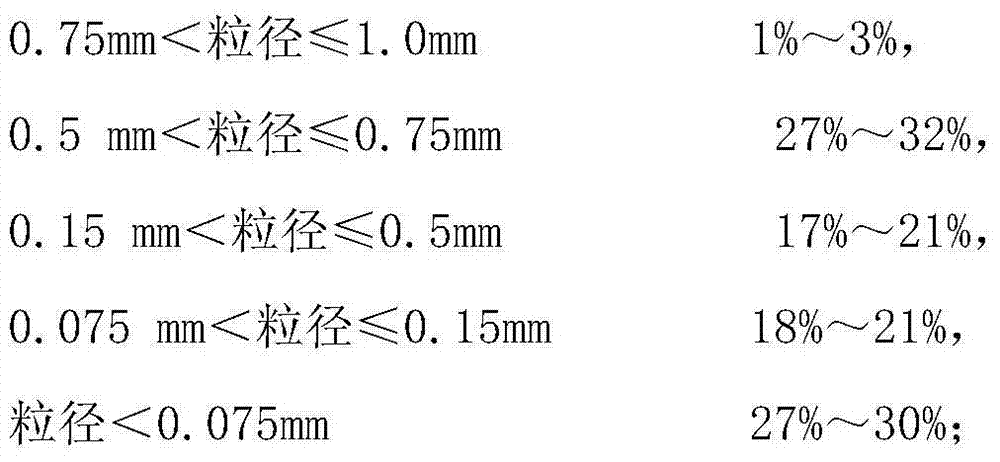
[0043] 1. Crushing, screening, batching and mixing of calcined coke: Mix the following calcined coke aggregates in proportion, and heat the aggregates to 90-120°C for dry mixing;
[0044] The particle size range and content of calcined coke are:
[0045]
[0046] 2. Add medium-temperature asphalt for wet mixing: the mass ratio of calcined coke to medium-temperature asphalt is 80:20; first heat the medium-temperature asphalt while vacuuming, the heating temperature is 180-185°C, the vacuum degree is 2000pa, and stir for 30 minutes; Then add the medium-temperature pitch to the calcined coke for kneading, and the kneading temperature is 136-138°C; the...
Embodiment 2
[0053] A method for preparing a graphite mold for bottom-blown casting train wheels, comprising the following steps: crushing, screening, batching, and mixing of calcined coke, and then adding medium-temperature pitch for wet mixing, molding, primary roasting, impregnation, secondary roasting, graphite The finished product is obtained; specifically:
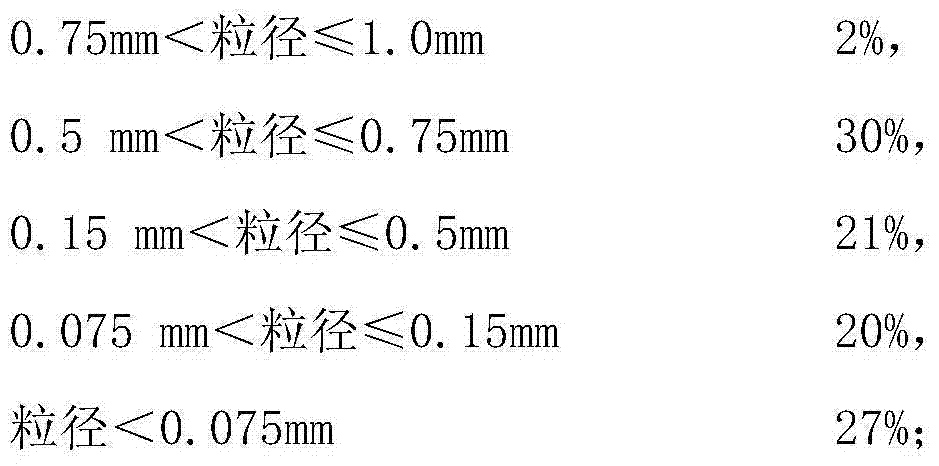
[0054] 1. Crushing, screening, batching and mixing of calcined coke: Mix the following calcined coke aggregates in proportion, and heat the aggregates to 90-120°C for dry mixing;
[0055] The particle size range and content of calcined coke are:
[0056]
[0057] 2. Add medium-temperature asphalt for wet mixing: the mass ratio of calcined coke to medium-temperature asphalt is 82:18; first heat the medium-temperature asphalt while vacuuming, the heating temperature is 206-210°C, the vacuum degree is 1000pa, and stir for 25 minutes; Then add the medium-temperature pitch to the calcined coke for kneading, the kneading temperatur...
Embodiment 3
[0064] A method for preparing a graphite mold for bottom-blown casting train wheels, comprising the following steps: crushing, screening, batching, and mixing of calcined coke, and then adding medium-temperature pitch for wet mixing, molding, primary roasting, impregnation, secondary roasting, graphite into a finished product;
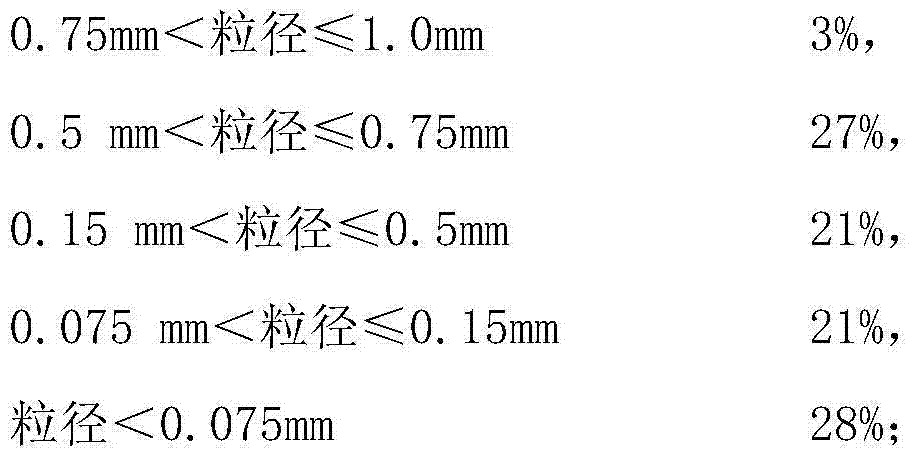
[0065] 1. Crushing, screening, batching and mixing of calcined coke: mix the following calcined coke aggregates in proportion, and heat the aggregates to 90-95°C for dry mixing;
[0066] The particle size range and content of calcined coke are:
[0067]
[0068]2. Add medium-temperature asphalt for wet mixing: the mass ratio of calcined coke to medium-temperature asphalt is 80:20; first heat the medium-temperature asphalt while vacuuming, the heating temperature is 184-185°C, and the vacuum degree is 5000pa. Under this condition Stir for 40 minutes; then add the medium-temperature pitch to the calcined coke for kneading, and the kneading temperatur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Softening point | aaaaa | aaaaa |
| Softening point | aaaaa | aaaaa |
| Bulk density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com