

High-speed steel roller manufacturing method
A manufacturing method and technology of high-speed steel, which is applied in the field of roll manufacturing, can solve the problems of reduced roll journal strength, low bonding layer strength, and roll peeling, and achieve the goals of improving the roll neck structure, increasing the bonding strength, and increasing the tensile strength Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
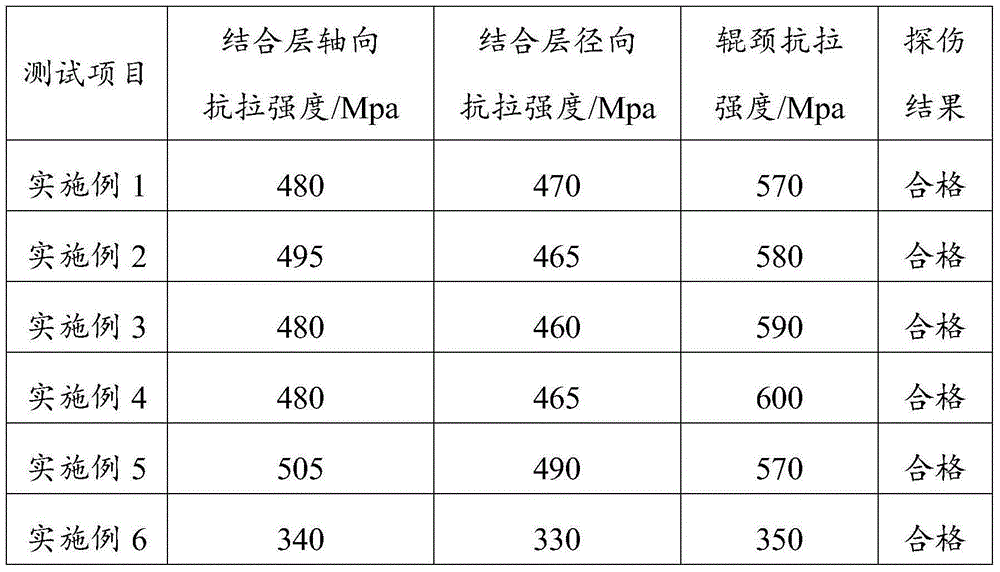
Embodiment 1
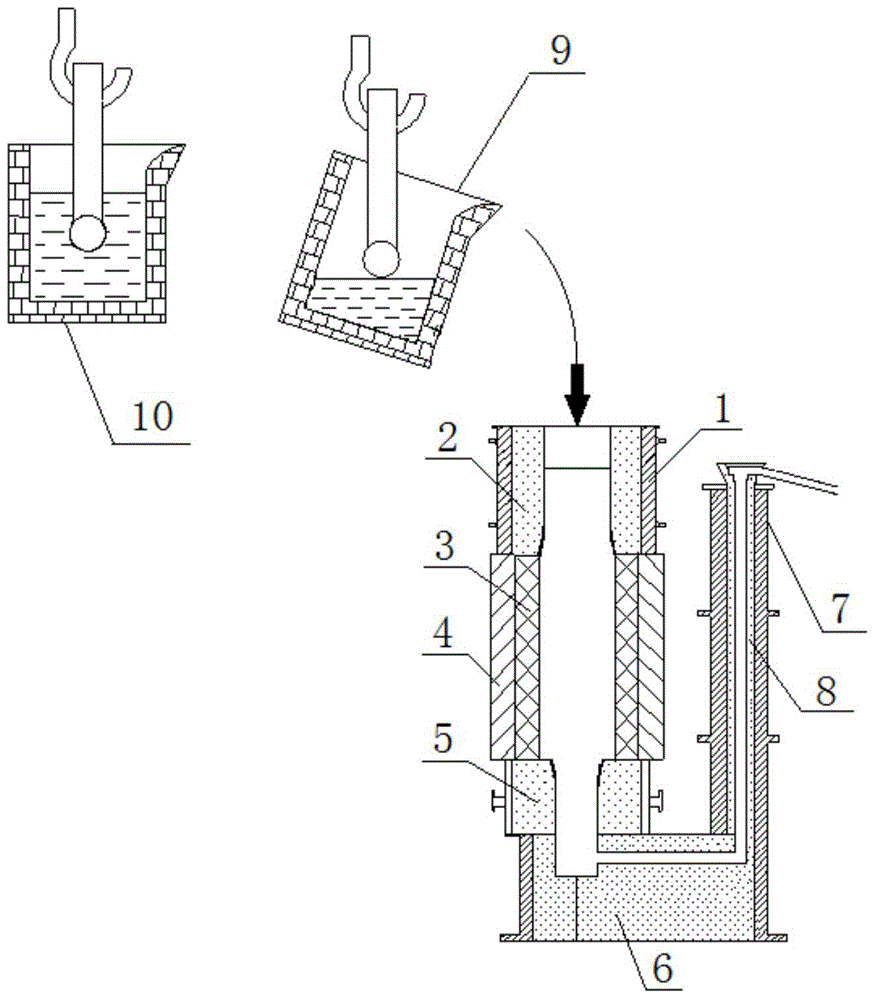
[0052] A method for manufacturing a high-speed steel roll, comprising the following process steps:
[0053] A. Smelting raw materials
[0054] The raw material of high-speed steel in the outer layer, the raw material of ductile cast iron in the transition layer and the raw material of ductile iron in the core are respectively smelted in a medium frequency furnace;
[0055] (1) The chemical components and weight percentages of the outer high-speed steel are: C2.0%, Cr4.0%, Ni0.8%, Mo4.2%, V3.0%, W1.9% , Nb2.0%, Re0.08%, P≤0.04%, S≤0.04%, Mn≤0.5%, Si1.5%, the rest is Fe; the melting temperature of the outer layer of high-speed steel is 1600 ℃ ~ 1650 ℃;
[0056] After the smelting is completed, the outer high-speed molten steel is modified by adding rare earth, the amount of rare earth added is 3wt%, and the temperature of modification is 1600-1650°C.
[0057] (2) The chemical components and weight percentages of the transition layer ductile iron are: C 2.5%, Cr 0.3%, Ni 0.5%, ...
Embodiment 2
[0070] The preparation process is basically the same as that of Example 1, the difference being that in the step B, the pouring temperature of the transition layer molten iron is 1480-1500°C.
Embodiment 3
[0072]The preparation process is basically the same as that of Example 1, the difference is that in the heat treatment step of step C, the quenching is to raise the temperature to 1050°C at a heating rate of 30°C / h, keep the temperature for 3.5h, and then cool down at a rate of 140°C / h after being released from the furnace. Speed cooling to 420°C; then two tempering is to raise the temperature to 550°C at a heating rate of 30°C / h, keep warm for 30h, and cool to room temperature at a cooling rate of 20°C / h after being out of the furnace; the last tempering is at 30°C Raise the temperature to 520°C at a heating rate of / h, keep it warm for 12 hours, and air cool to room temperature after being out of the furnace to obtain a high-speed steel roll.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More