

High-strength ultra-thick steel plate and production method thereof
A production method and technology for extra-thick steel plates, applied in the field of metallurgy, can solve the problems of high alloy content, large microstructure stress, difficult to guarantee plate shape, etc., and achieve the effects of simple rolling process, uniform microstructure and performance, and fast rolling rhythm.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
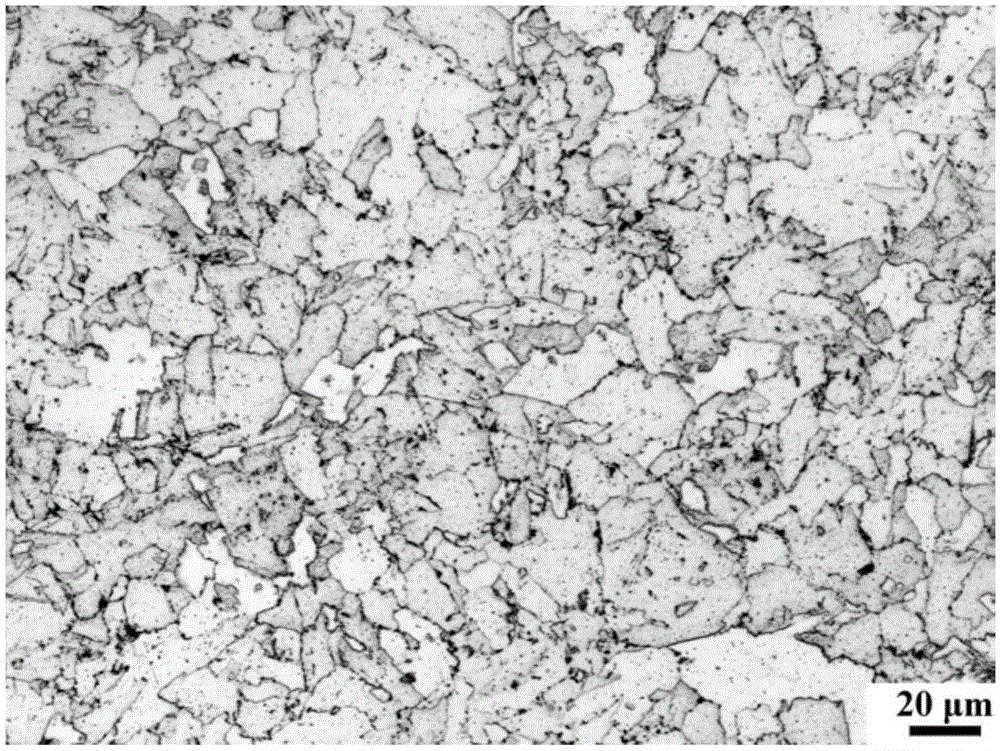
Embodiment 1
[0033] The steel consists of the following components (wt%): C: 0.010%, Si: 0.20%, Mn: 0.90%, Ni: 3.90%, Cu: 1.20%, Ti: 0.025%, Al: 1.20%, and the rest is Fe and unavoidable impurities.
[0034] (1) In the smelting and casting process, smelting and casting into steel ingots according to the above-mentioned chemical composition weight percentage;
[0035] (2) In the heating process, the heating temperature of the steel ingot is 1160-1240°C;
[0036] (3) In the rolling process, the starting rolling temperature is ≤1120°C, the finishing rolling temperature is ≥940°C, air-cooled to room temperature after rolling, and the thickness of the steel plate is 135mm.
[0037] (4) In the heat treatment process, the normalizing + tempering process is adopted, the normalizing temperature is 860-920°C, and the holding time is 2-4h; after that, tempering is carried out, the tempering temperature is 500°C, and the holding time is 4-10h . The mechanical properties of the obtained steel plates...
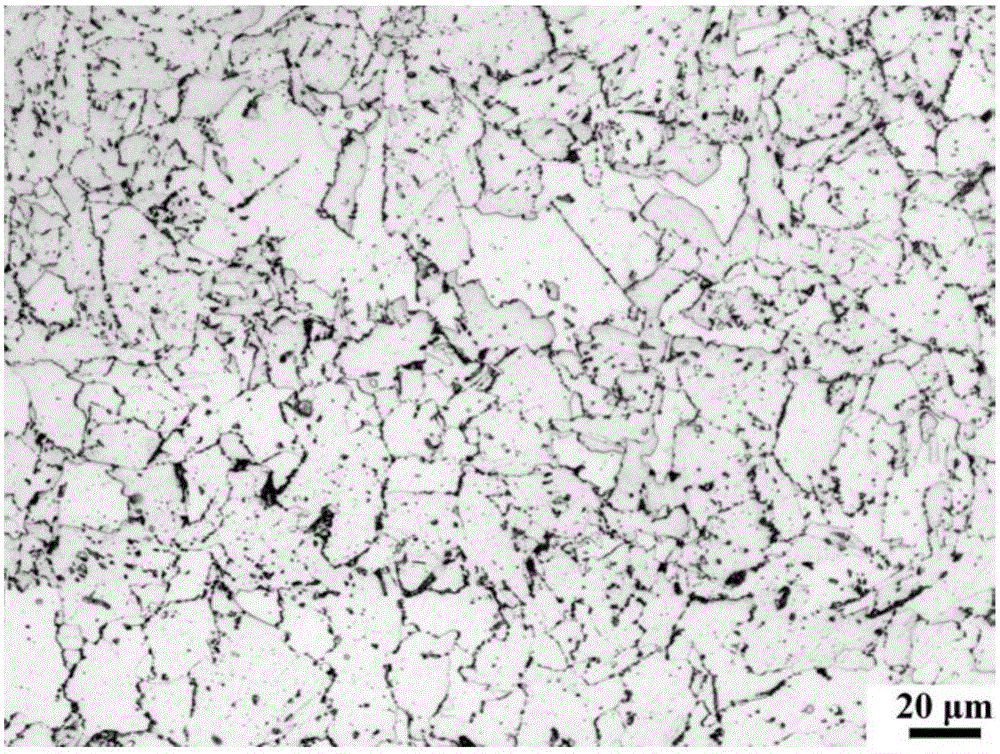
Embodiment 2
[0039]The steel consists of the following components (wt%): C: 0.015%, Si: 0.25%, Mn: 1.00%, Ni: 3.00%, Cu: 1.00%, Ti: 0.015%, Al: 1.00%, and the rest is Fe and unavoidable impurities.
[0040] (1) In the smelting and casting process, smelting and casting into steel ingots according to the above-mentioned chemical composition weight percentage;
[0041] (2) In the heating process, the heating temperature of the steel ingot is 1160-1240°C;
[0042] (3) In the rolling process, the starting rolling temperature is ≤1120°C, the finishing rolling temperature is ≥940°C, air-cooled to room temperature after rolling, and the thickness of the steel plate is 135mm.
[0043] (4) In the heat treatment process, the normalizing + tempering process is adopted, the normalizing temperature is 860-920°C, and the holding time is 2-4h; after that, tempering is carried out, the tempering temperature is 510°C, and the holding time is 4-10h . The mechanical properties of the obtained steel plates ...
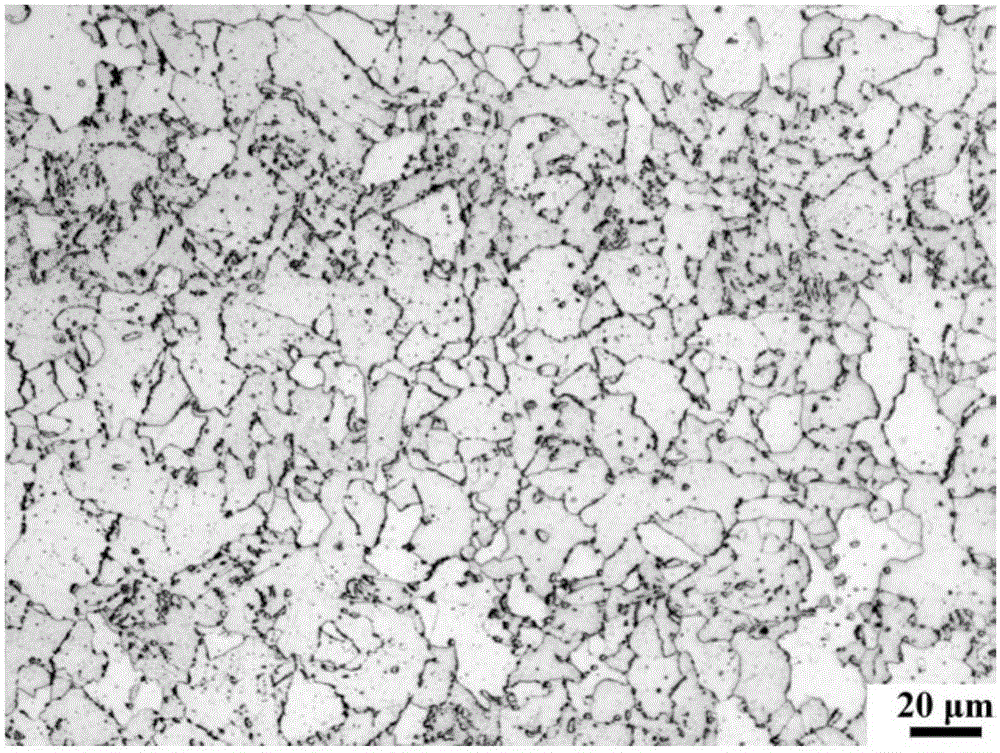
Embodiment 3
[0045] The steel is composed of the following components (wt%): C: 0.020%, Si: 0.30%, Mn: 1.10%, Ni: 2.70%, Cu: 0.90%, Ti: 0.010%, Al: 0.90%, and the rest is Fe and unavoidable impurities.
[0046] (1) In the smelting and casting process, smelting and casting into steel ingots according to the above-mentioned chemical composition weight percentage;
[0047] (2) In the heating process, the heating temperature of the steel ingot is 1160-1240°C;
[0048] (3) In the rolling process, the starting rolling temperature is ≤1120°C, the finishing rolling temperature is ≥940°C, air-cooled to room temperature after rolling, and the thickness of the steel plate is 135mm.
[0049] (4) In the heat treatment process, the normalizing + tempering process is adopted, the normalizing temperature is 860-920°C, and the holding time is 2-4h; after that, tempering is carried out, the tempering temperature is 525°C, and the holding time is 4-10h . The mechanical properties of the obtained steel pla...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More