Device and method adopting high-rigidity metal for friction surfacing of low-rigidity metal
A low-hardness metal and high-hardness technology, applied in the field of solid-phase welding, can solve the problems of waste of materials, low efficiency, short duration of high temperature, etc., and achieve the effect of expanding the selection range, good continuous controllability, and high heating efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
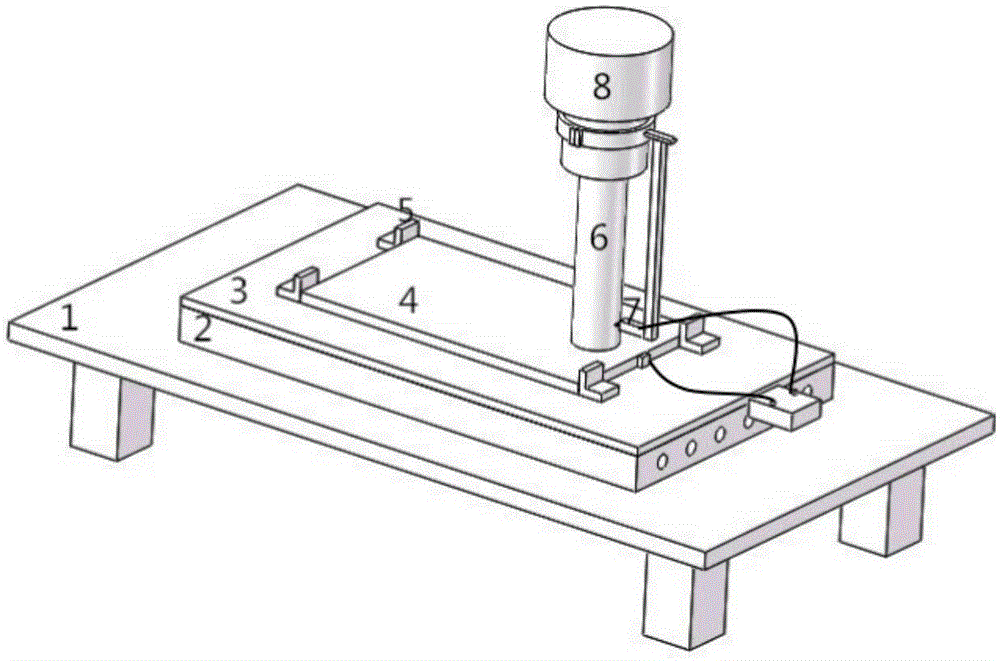
[0043] In this embodiment, the above-mentioned device is used for preparation, and A3 steel is used for friction surfacing welding of LY12 aluminum alloy metal. The hardness of A3 steel is HV165, and the hardness of LY12 aluminum alloy is HV120. The resistance heating device 7 heats and controls the temperature of A3 steel at 500°C- 800 ℃, LY12 aluminum alloy is fixed on the water cooling device 2, and the water cooling device 2 is fixed on the workbench 1. The size of the A3 steel rod in the test is φ20mm, and the size of the LY12 aluminum plate is 300mm*150mm*6mm. The specific steps of the welding process are as follows:
[0044] Step (1), start the resistance heating device 7 to heat the end section of the A3 steel rod, adjust the power supply to set the current to 900A, and heat the temperature of the A3 steel rod to the preheating temperature of 500°C. Preheating the end section of the A3 steel rod can not only preheat the temperature of the steel rod, but also maintain the ...
Embodiment 2
[0049] In this embodiment, the above-mentioned device is used for preparation, and A3 steel is used for friction surfacing welding of T2 pure copper. The hardness of A3 steel is HV165, and the hardness of T2 pure copper is HV68. The resistance heating device 7 heats and controls the temperature of A3 steel at 800°C-1000°C. ℃, T2 copper is fixed on the water cooling device 2, and the water cooling device 2 is fixed on the workbench 1. In the test, the size of the A3 steel rod is φ20mm, and the size of the T2 copper plate is 300*150*6mm. The specific steps of the welding process are as follows:
[0050] Step (1), start the resistance heating device 7 to heat the end section of A3 steel, adjust the power supply to set the current to 1200A, and heat the temperature of A3 steel to the preheating temperature of 800°C. Preheating the end section of A3 steel plays a role in preheating The steel temperature can also maintain the rigidity of the upper section of A3 steel to ensure the pr...
Embodiment 3
[0058] In this embodiment, the same device and process as in Embodiment 2 are used, and the temperature of the A3 steel is heated to the preheating temperature and replaced with 500°C. The specific steps of the welding process are as follows:
[0059] Step (1), start the resistance heating device 7 to heat the end section of the A3 steel, and heat the temperature of the A3 steel to the preheating temperature of 500°C. Preheating the end section of the steel can keep the upper section of the steel while achieving the temperature of the preheated steel. The rigidity ensures the pressure between the two metals, avoiding the overall softening and yielding of the high-hardness metal and failing to provide pressure.
[0060] In step (2), the cooling device 2 feeds flowing cooling water through the through hole at the bottom, the temperature of the water is -5°C, and the speed is 2m / min. The cooling water cools the T2 copper to maintain its rigidity and form a temperature gradient; ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More