A production process of outer corrugated reinforced thermal insulation plastic heating/cooling pipe
A production process and enhanced technology, which is applied in the direction of heat preservation, protection of pipes through heat insulation, pipes/pipe joints/fittings, etc., can solve problems such as inability to make full use of fiber reinforcement, single continuous fiber reinforcement method, and limit the application of composite pipes , to achieve excellent temperature resistance, smooth inner wall, and reduce maintenance costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
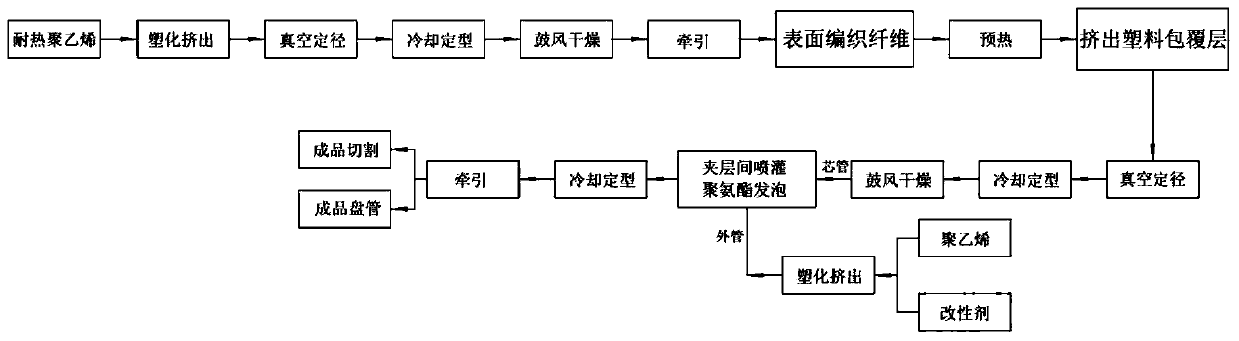
[0045] Such as figure 2 As shown, the heating / cooling pipe described in this embodiment is prepared according to the following steps:
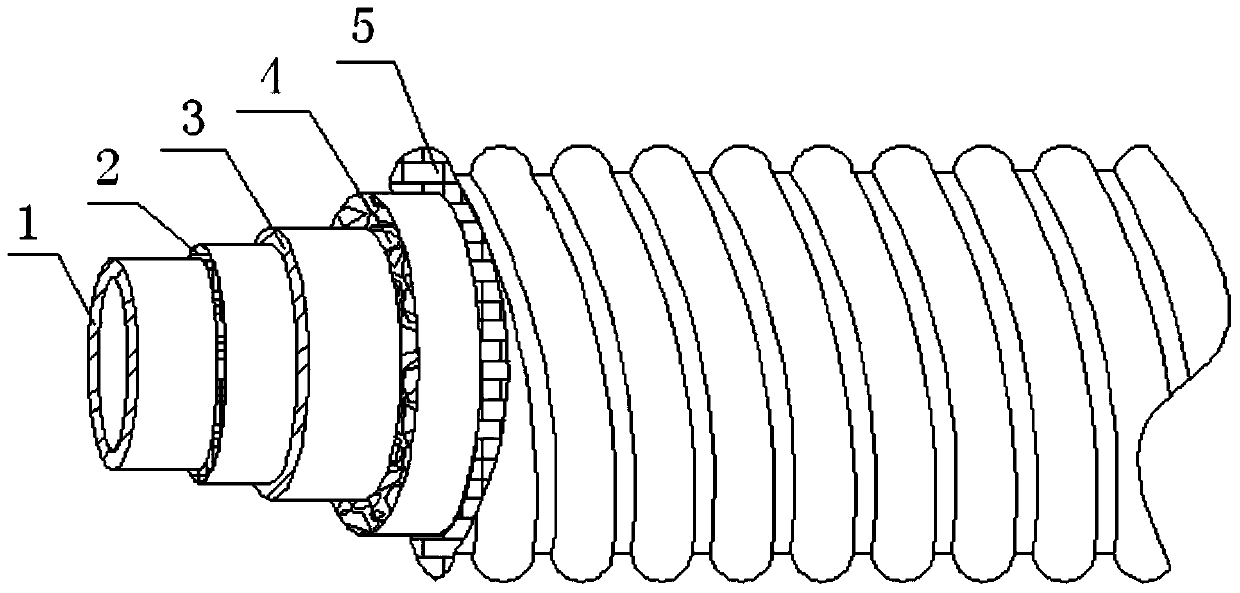
[0046] Put the heat-resistant polyethylene (Total XRT70) into the extruder for uniform plasticization, and the extrusion temperature is 190-220 ° C. According to the conventional preparation process, the heat-resistant polyethylene is prepared by vacuum sizing, cooling and setting, blast drying, and traction. Vinyl inner tube, traction speed is 0.5-0.9 m / min; the nominal outer diameter of the inner tube is 16mm-400mm, and the wall thickness is 2.3mm-36.6mm.
[0047] Choose glass fiber, weave according to the rhombus two-dimensional structure, the weaving angle is 30°, weaving 5 layers, the number of spindles is 48, the yarn rotation speed: 0.23 m / min, the inner tube traction speed: 0.5 m / min. The outer layer of the heat-resistant polyethylene inner tube is braided glass fiber.
[0048] Evenly preheat the outer layer of the heat-resistant po...
Embodiment 2
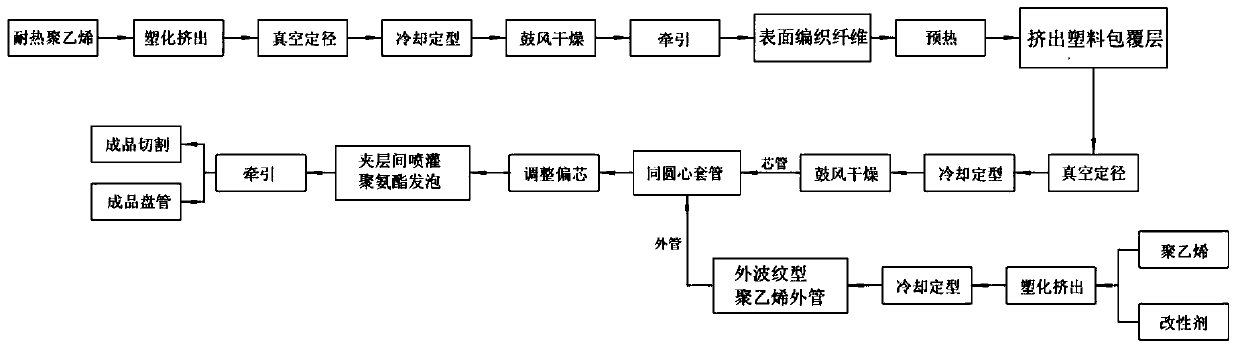
[0053] Such as image 3 As shown, the heating / cooling pipe described in this embodiment is prepared according to the following steps:
[0054] Put the heat-resistant polyethylene (Total XRT70) into the extruder for uniform plasticization, and the extrusion temperature is 190-220 ° C. According to the conventional preparation process, the heat-resistant polyethylene is prepared by vacuum sizing, cooling and setting, blast drying, and traction. Vinyl inner tube, traction speed is 0.5-0.9 m / min; the nominal outer diameter of the inner tube is 16mm-400mm, and the wall thickness is 2.3mm-36.6mm.
[0055] Choose polyester fiber, weave according to the three-dimensional structure of the four-step method, the weaving angle is 45°, weaving 5 layers, the length of flower joints is 3.5-200mm, the number of spindles is 144, and the inner tube traction speed: 0.4-0.6 m / min. The outer layer of the heat-resistant polyethylene inner pipe is braided with polyester fibers.
[0056] Evenly pre...
Embodiment 3
[0061] Such as image 3 As shown, the heating / cooling pipe described in this embodiment is prepared according to the following steps:
[0062] Put the heat-resistant polyethylene (Total XRT70) into the extruder for uniform plasticization, and the extrusion temperature is 190-220 ° C. According to the conventional preparation process, the heat-resistant polyethylene is prepared by vacuum sizing, cooling and setting, blast drying, and traction. Vinyl inner tube, traction speed is 0.5-0.9 m / min; the nominal outer diameter of the inner tube is 16mm-400mm, and the wall thickness is 2.3mm-36.6mm.
[0063] Select nylon fiber, weave according to the three-dimensional structure of the two-step method, the weaving angle is 15°, weaving 3 layers, the length of flower joints is 3.5-20mm, the number of spindles is 48-60, and the weaving process of inner tube traction speed: 0.4-0.6 m / min , weaving nylon fibers on the outer layer of the heat-resistant polyethylene inner pipe.
[0064] Eve...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More