Production process of ultrathin special-shaped aluminum alloy extruded section and product
A technology for aluminum alloy profiles and extruded profiles, which is applied in the production process and product field of ultra-thin special-shaped aluminum alloy extruded profiles, can solve the problems affecting quenching quality and size, and achieve the effects of ensuring size, reducing waves and good quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Alloy components and their contents are: Si: 0.47%; Fe: 0.15%; Cu: 0.02%; Mn: 0.05%; Mg: 0.45%; Cr: 0.02%; Zn: 0.02%; Ti: 0.05%; :margin.
[0027] (1) Preheating: the preheating temperature of the mold is 490°C, the preheating temperature of the ingot is 500°C, and the preheating temperature of the extrusion cylinder is 455°C;
[0028] (2) extrusion molding: extruding the ingot, controlling the extrusion coefficient to be 55.6, and the extrusion speed to be 2.0m / min;
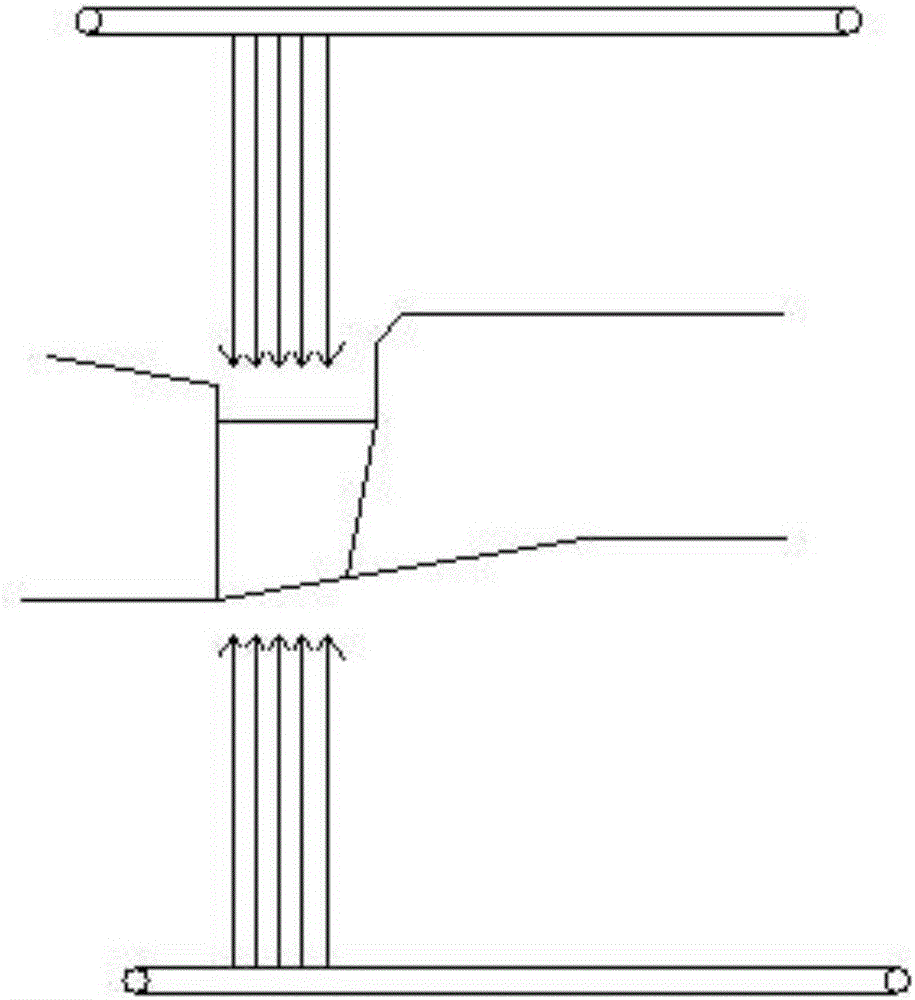
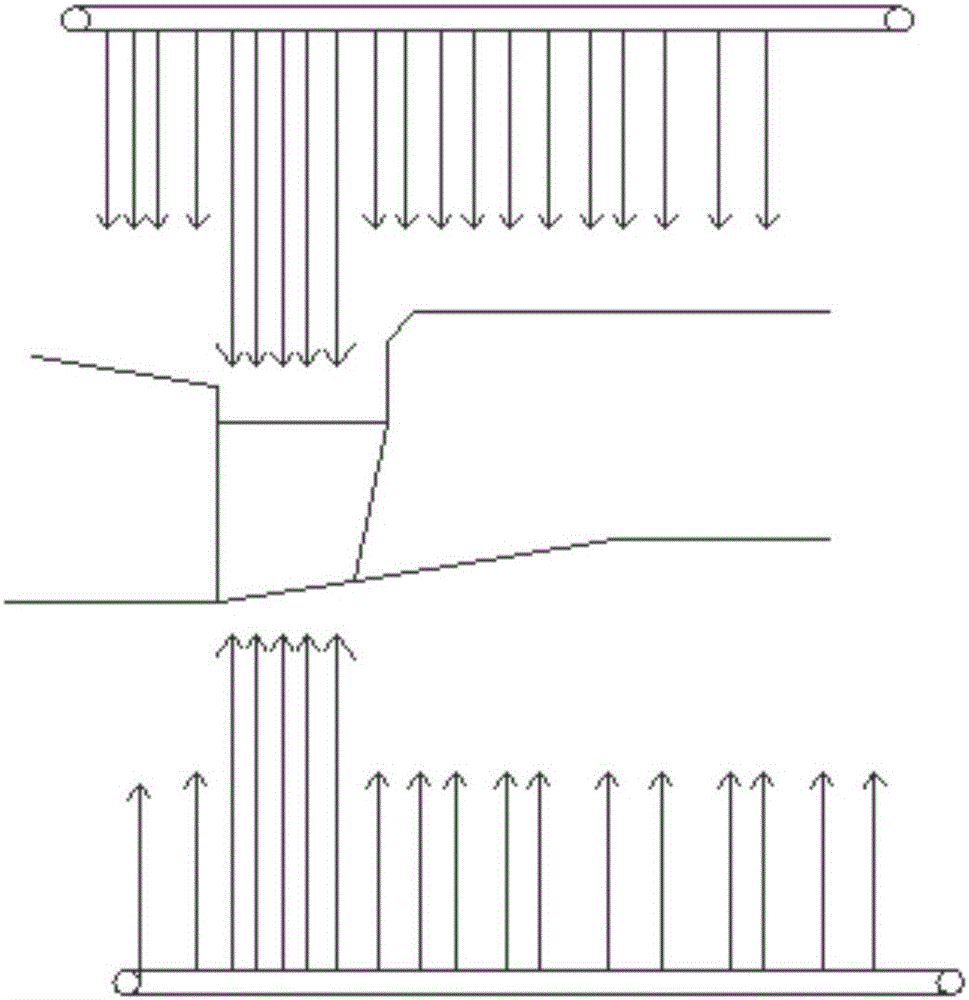
[0029] (3) Quenching treatment: the extruded aluminum alloy profile is first carried out on-line water mist treatment to shape the special-shaped area on the aluminum alloy profile at the outlet of the extrusion cylinder, such as figure 1 As shown, and then the overall online water mist treatment of aluminum alloy profiles, such as figure 2 As shown, and the temperature of the aluminum alloy profile is reduced to 18°C;
[0030] (4) Stretch straightening, traction straightening by traction leveler, elo...
Embodiment 2
[0034] Alloy components and their contents are: Si: 0.52%; Fe: 0.20%; Cu: 0.02%; Mn: 0.05%; Mg: 0.50%; Cr: 0.02%; Zn: 0.02%; Ti: 0.05%; :margin.
[0035] (1) Preheating: the preheating temperature of the mold is 510°C, the preheating temperature of the ingot is 520°C, and the preheating temperature of the extrusion cylinder is 460°C;
[0036] (2) extrusion molding: the ingot is extruded, the extrusion coefficient is controlled to be 55.6, and the extrusion speed is 2.3m / min;
[0037] (3) Quenching treatment: the extruded aluminum alloy profile is first carried out on-line water mist treatment to shape the special-shaped area on the aluminum alloy profile at the outlet of the extrusion cylinder, such as figure 1 As shown, and then the overall online water mist treatment of aluminum alloy profiles, such as figure 2 Shown, and make the aluminum alloy profile temperature drop to 30 ℃;
[0038] (4) Stretch straightening, traction straightening by traction leveler, stretch rate ...
Embodiment 3
[0042] Alloy components and their contents are: Si: 0.52%; Fe: 0.20%; Cu: 0.02%; Mn: 0.05%; Mg: 0.50%; Cr: 0.02%; Zn): 0.02%; Ti): 0.05% ; Al: margin.
[0043] (1) Preheating: the preheating temperature of the mold is 510°C, the preheating temperature of the ingot is 520°C, and the preheating temperature of the extrusion cylinder is 460°C;
[0044] (2) extrusion molding: the ingot is extruded, the extrusion coefficient is controlled to be 55.6, and the extrusion speed is 2.5m / min;
[0045] (3) Quenching treatment: the extruded aluminum alloy profile is first carried out on-line water mist treatment to shape the special-shaped area on the aluminum alloy profile at the outlet of the extrusion cylinder, such as figure 1 As shown, and then the overall online water mist treatment of aluminum alloy profiles, such as figure 2 As shown, and the temperature of the aluminum alloy profile is reduced to 35°C;
[0046] (4) Stretch straightening, traction straightening by traction level...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More