A low-pressure investment casting process
A technology of investment precision casting and technology, which is applied in the field of casting technology and low-pressure investment precision casting technology, can solve the problems of casting air hole defects, resin consumption, molding sand collapse, etc., to reduce production costs, good bonding performance, The effect of low thermal conductivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
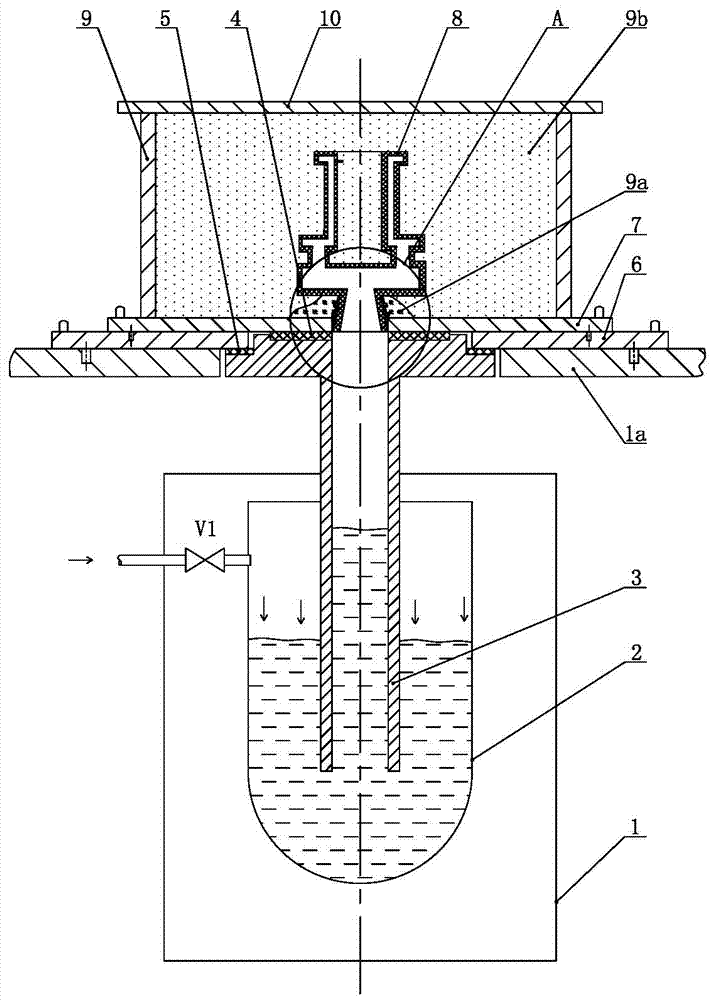
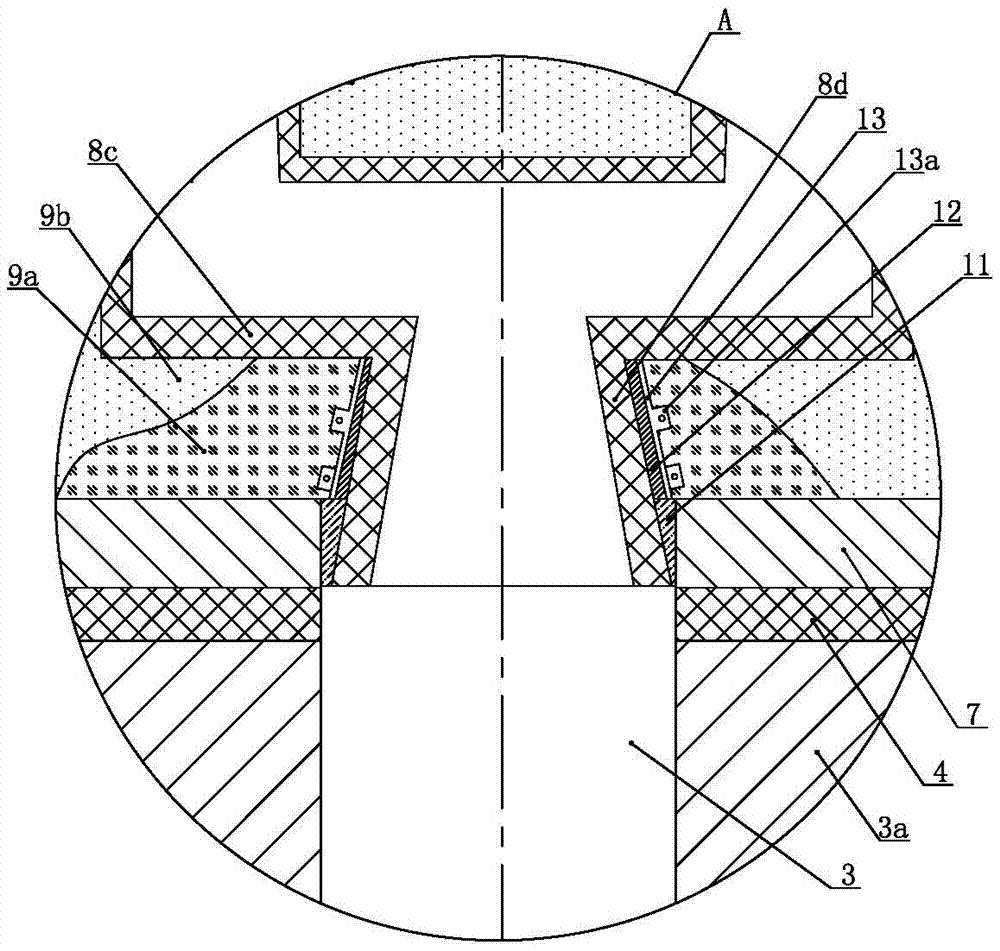
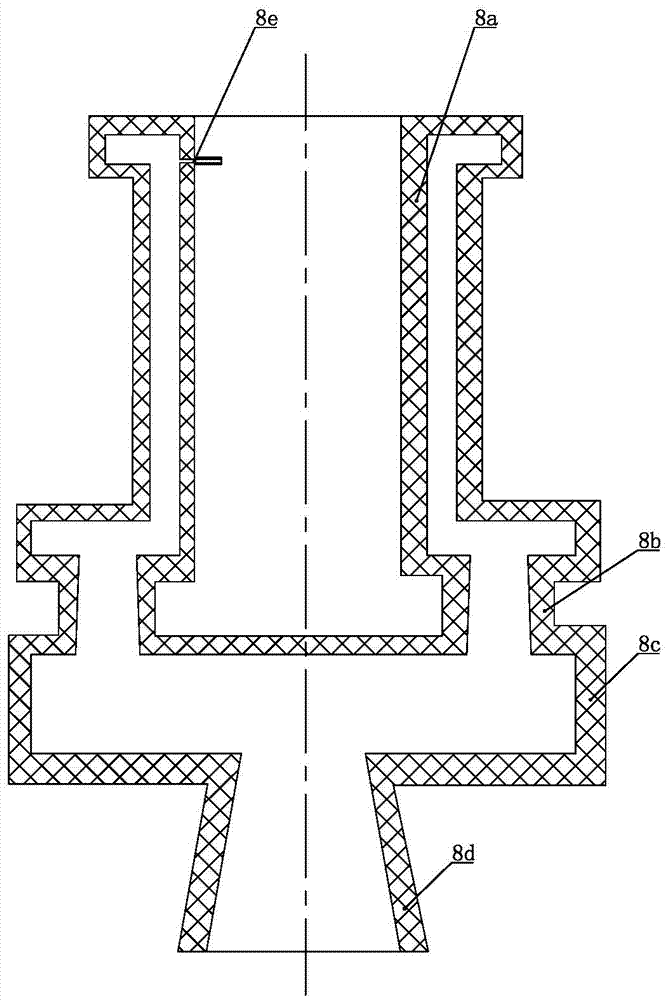
[0035] Such as Figure 1 to Figure 13 As shown, the low-pressure investment precision casting process of the present invention includes the following steps in turn: (1) placing the molding steel plate 7 on a flat ground, placing a sand box 9 on the molding steel plate 7, and placing the combined mold shell 8 on the molding steel plate 7 In the center hole of the composite shell 8, from top to bottom, the combined shell 8 includes a thin-walled product shell 8a, an ingate shell 8b, a runner shell 8c and a sprue cup shell 8d. The sprue cup shell 8d is a bell mouth with a small top and a big bottom. The upper port of the sprue cup shell 8d is connected to the center of the runner shell 8c and communicates with each other. Each end of the runner shell 8c is horizontal. Symmetrically extending outward, the upper ends of the runner shells 8c are respectively connected to the lower ports of the ingate shells 8b and communicate with each other, and the upper ports of each ingate shell...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com