

Iron-based composite friction material of clutches and preparation method thereof
A composite friction material and clutch technology, which is applied in the field of metal-based friction materials, can solve the problems of unfriendly environment, complex composition, and high price, and achieve the effects of good stability, high friction coefficient, and reduced components
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
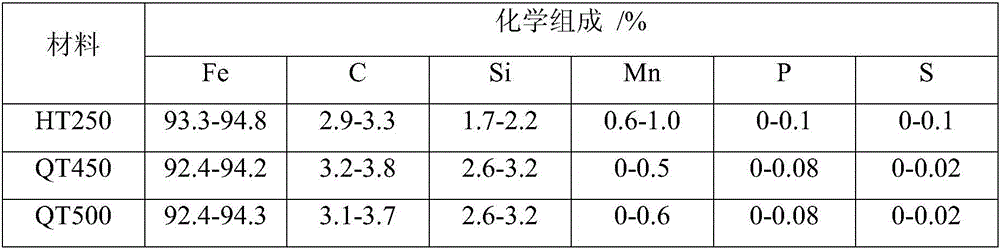
[0025] (1) Ingredients: ingredients according to the following mass percentages: 60% of gray cast iron HT250 powder, 20% of silicon powder, 10% of graphite powder, and 10% of carbon fiber. The powder materials are all 300 mesh, and the carbon fiber length is 1-2 mm.
[0026] (2) Mixing: Put the powder prepared in step (1) into a mixer at 1000 rpm and mix for 1.5 hours, then use a ball mill to mill at 500 rpm for 1 hour, and dry for later use.
[0027] (3) Molding: put the powder mixed in step (2) into a steel mold, and press it at 50 MPa for 1 hour to form a billet. The temperature of the powder during molding is 200°C.
[0028] (4) Sintering: Place the blank pressed in step (3) into a graphite mold, sinter in a sintering furnace for 5 hours and then lower the temperature. Vacuum the sintering furnace and fill it with nitrogen to 3MPa before heating up, and the sintering temperature is 1150°C.
[0029] (5) Heat treatment: when the furnace temperature in step (4) drops to 800...
Embodiment 2
[0032] (1) Ingredients: ingredients according to the following mass percentages: gray cast iron HT250 powder 85%, silicon powder 10%, graphite powder 5%, carbon fiber 0%. The powder materials are all 300 mesh, and the carbon fiber length is 1-2 mm.
[0033] (2) Mixing: Put the powder prepared in step (1) into a mixer at 1500 rpm and mix for 1 hour, then use a ball mill to mill at 300 rpm for 1 hour, and dry for later use.
[0034] (3) Molding: put the powder mixed in step (2) into a steel mold, and press it at 30 MPa for 2 hours to form a billet. The temperature of the powder during molding is 200°C.
[0035] (4) Sintering: Place the blank pressed in step (3) into a graphite mold, sinter in a sintering furnace for 3 hours and then lower the temperature. Vacuum the sintering furnace and fill it with nitrogen to 5MPa before heating up, and the sintering temperature is 1350°C.
[0036] (5) Heat treatment: when the furnace temperature in step (4) drops to 850°C, keep it warm for...
Embodiment 3
[0039] (1) Ingredients: ingredients according to the following mass percentages: gray cast iron HT250 powder 70%, silicon carbide powder 15%, graphite powder 10%, carbon fiber 5%. The powder materials are all 300 mesh, and the carbon fiber length is 1-2 mm.
[0040] (2) Mixing: Put the powder prepared in step (1) into a mixer at 1250 rpm and mix for 1 hour, then use a ball mill to mill at 400 rpm for 1.5 hours, and dry for later use.
[0041] (3) Molding: put the powder mixed in step (2) into a steel mold, and press it at 40 MPa for 1.5 hours to form a billet. The temperature of the powder is 300° C. during molding.
[0042] (4) Sintering: Place the blank pressed in step (3) into a graphite mold, sinter in a sintering furnace for 4 hours and then lower the temperature. Vacuum the sintering furnace and fill it with nitrogen to 4MPa before heating up, and the sintering temperature is 1250°C.
[0043] (5) Heat treatment: when the furnace temperature in step (4) drops to 800°C, ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More