Method for active control over electric arc additive manufacturing forming quality
An additive manufacturing and active control technology, applied in the field of additive manufacturing, can solve the problems of low forming efficiency, increased production cost, inability to realize active control of the structure of the formed parts with dimensional deviation, etc., and achieve the effect of an efficient method.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] In order to express the manufacturing advantages of the present invention more clearly, the present invention will be further described in detail below in conjunction with specific examples.
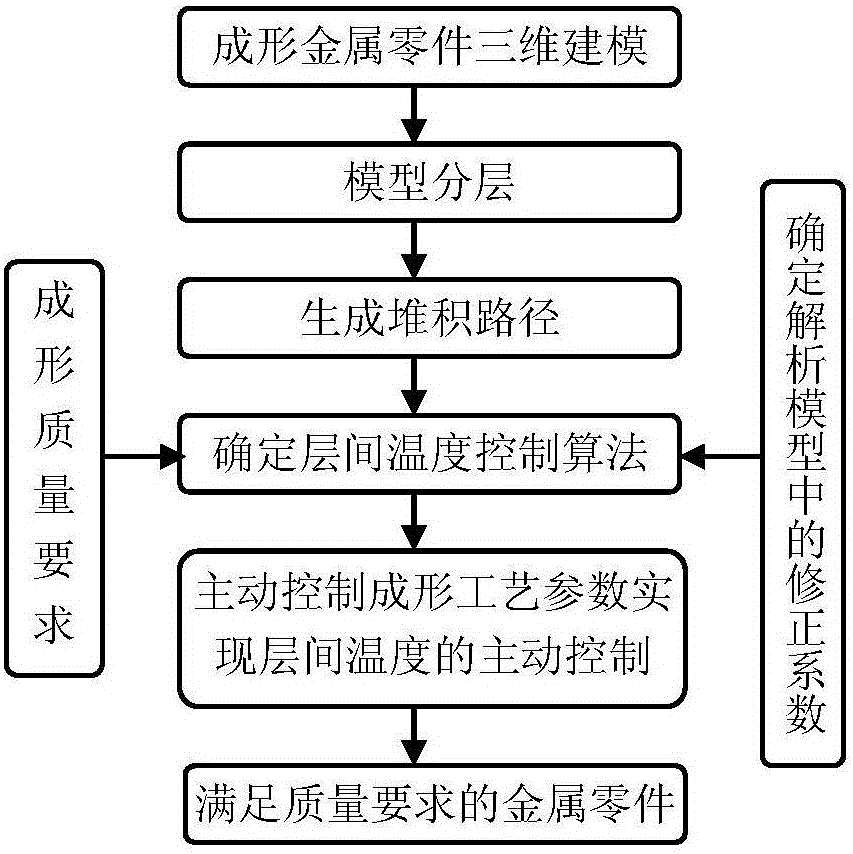
[0014] The present invention uses CAD software to establish a three-dimensional model of a formed part. First, according to the shape structure and size of the formed part, the model is layered and sliced; secondly, the forming path is planned according to the size and shape characteristics of each layered slice, and the production The NC codes required for the forming of each layer, use the produced NC codes to control the movement of the CNC machine tool to realize the accumulation and forming of each layer.
[0015] According to the quality requirements of formed metal parts, determine the interlayer temperature distribution characteristics during the forming process, and then set the corresponding interlayer temperature control algorithm based on the thermodynamic criterion of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



