Low-energy-consumption intensifying-denitrifying integrated reactor
An integrated reactor technology, applied in chemical instruments and methods, energy wastewater treatment, water/sludge/sewage treatment, etc., can solve the problems of high nitrogen and phosphorus removal efficiency, low operating costs, etc., to save investment costs , small footprint, strong applicability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The specific embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings, but it should be understood that the protection scope of the present invention is not limited by the specific embodiments.
[0025] Unless expressly stated otherwise, throughout the specification and claims, the term "comprise" or variations thereof such as "includes" or "includes" and the like will be understood to include the stated elements or constituents, and not Other elements or other components are not excluded.
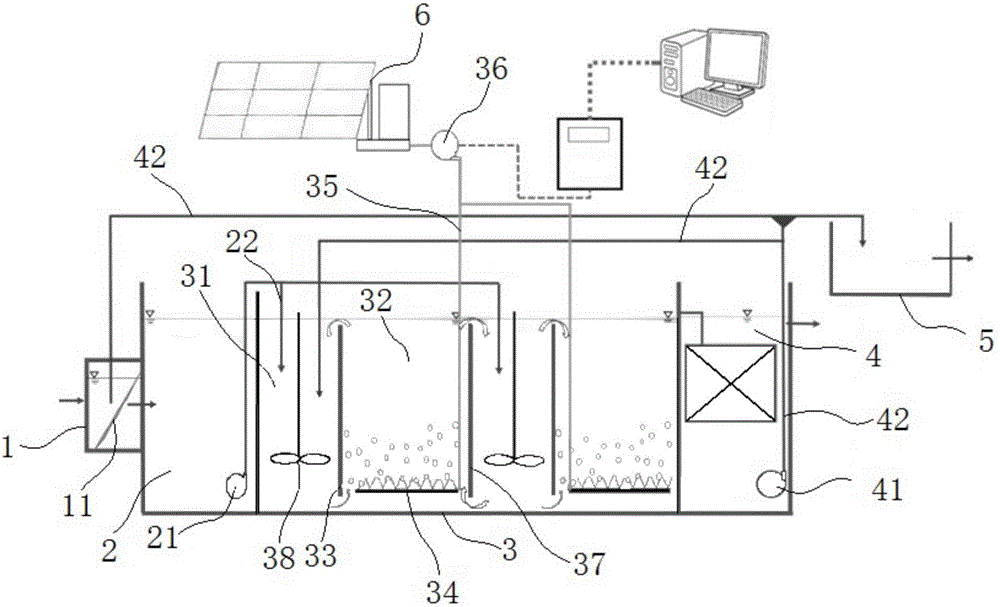
[0026] figure 1 It shows a schematic structural diagram of a low-energy enhanced denitrification integrated reactor according to a preferred embodiment of the present invention, which includes a filter pool 1, a regulation pool 2, a biochemical reaction pool 3, and a sedimentation pool 4. The connection sequence of each pool body is consistent with the conventional reactor. refer to figure 1 , the inside of the filter po...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



