

Forging forming method of triangular aluminum alloy control arm
A technology of aluminum alloy and control arm, which is used in manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problems of low production efficiency, low material utilization rate, low product quality, etc. The material flow is uniform and reasonable, and the effect of reducing the processing steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
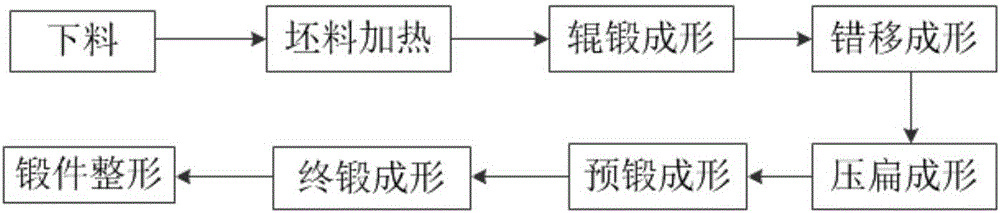
[0209] 1. Cutting
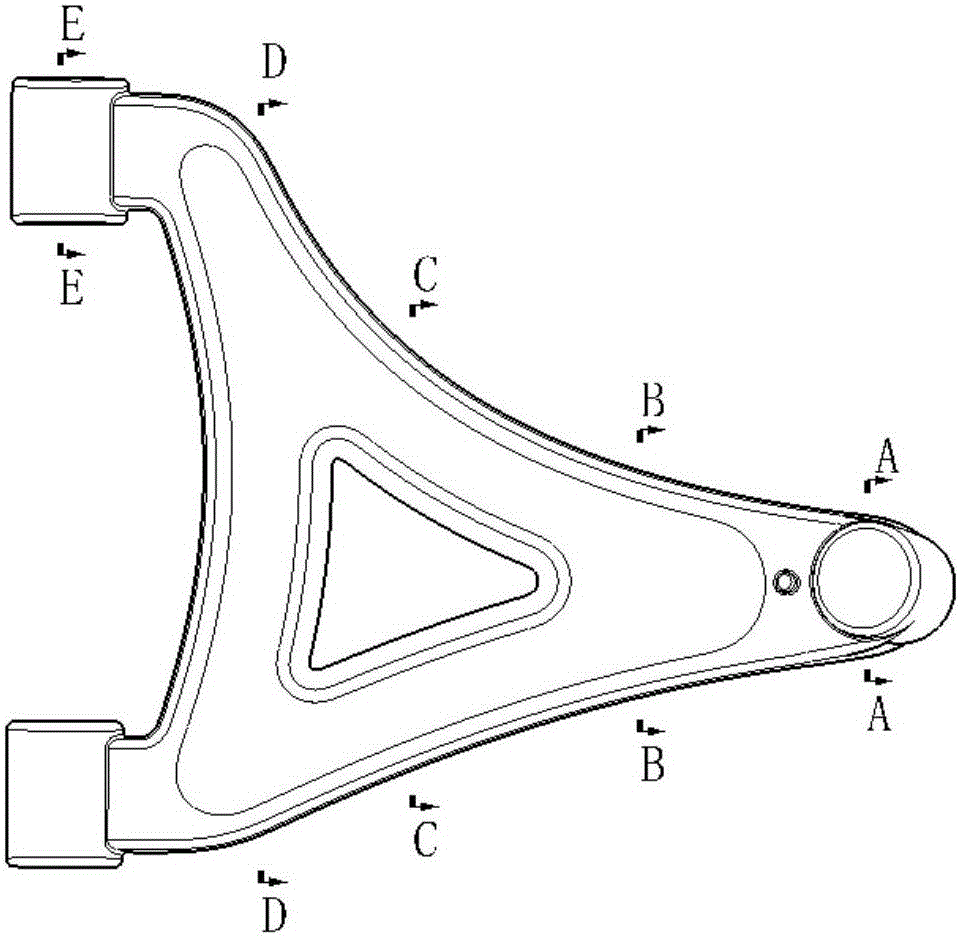
[0210] refer to image 3 and Figure 3-a to Figure 3-e , according to the area of each section on the blank is equal to the area of the corresponding section on the forging plus the area of the flash, which is shown in the following formula (1):
[0211] A j =A d +A f (1)
[0212] In the formula: A j Calculate the cross-sectional area of the blank for any position;
[0213] A d is the cross-sectional area of the corresponding forging;
[0214] A f is the cross-sectional area of the corresponding flash; according to the size of the corresponding section of the triangular control arm and the size of the set flash, the section diameter of the largest part is taken as the diameter of the round bar is 115mm, and the length of the round bar is calculated as 132mm according to the principle of equal volume , using band sawing machine for cutting;
[0215] 2. Blank heating
[0216] Heat the billet obtained in step 1 in an electric induction...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More