

Preparation method for 420 stainless steel composite coating cold-sprayed on magnesium alloy surface
A composite coating and stainless steel technology, applied in the direction of pressure inorganic powder coating, etc., to achieve the effect of optimized wear resistance, low porosity, and compact structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0021] A: Weigh 500g of 420 stainless steel powder with a particle size of 5-30μm and a spherical shape; weigh 500g of WC-12Co powder with a particle size of 5-30μm and a spherical shape. Spray powders are obtained after mixing in a mechanical mixer.
[0022] B: Perform acetone cleaning and sandblasting roughening treatment on the surface of the magnesium alloy substrate in sequence to obtain a treated substrate. The sandblasting pressure is 1.0 MPa, the sandblasting time is 30s, and the number of sand shot used for sandblasting is 200 mesh.
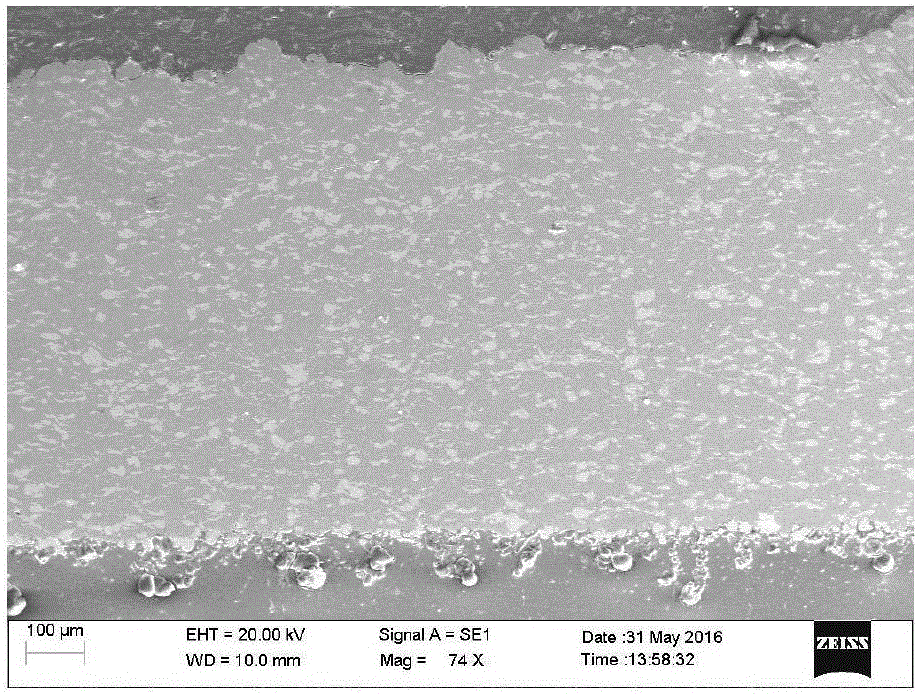
[0023] C: Put the spraying powder prepared in step A into the powder feeder, then fix the magnesium alloy substrate treated in step B on the spraying fixture, and prepare 420 stainless steel / WC-12Co composite coating by cold spraying process, The specific spraying parameters are: the working gas is helium, the spraying pressure is 3.0MPa, the temperature is 600°C, the spraying distance is 20mm, the moving speed of the spray gun is 200mm / ...
Embodiment 2
[0028] A: Weigh 400g of 420 stainless steel powder, with a particle size of 5-30μm, and the powder shape is spherical; weigh 100g of SiC powder, with a particle size of 5-30μm, and the powder shape is irregular. Spray powders are obtained after mixing in a mechanical mixer.
[0029] B: The surface of the magnesium alloy substrate is cleaned with acetone and roughened by sandblasting in sequence to obtain a treated substrate; the sandblasting pressure is 0.3MPa, the sandblasting time is 10s, and the mesh number of the sand shot used for sandblasting is 40 mesh.
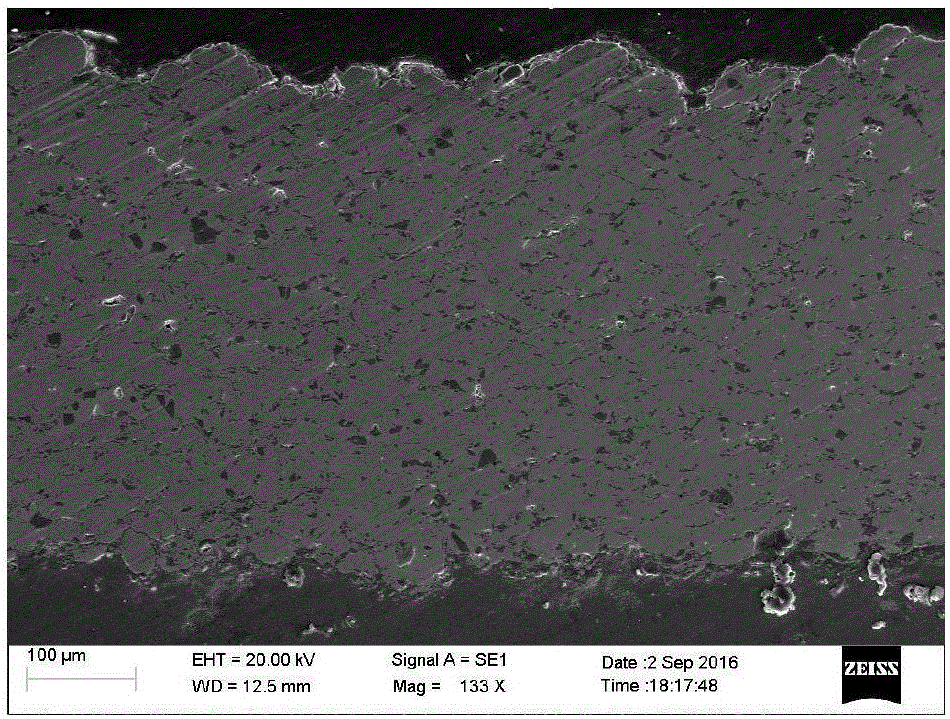
[0030] C: Put the spraying powder prepared in step A into the powder feeder, fix the magnesium alloy substrate treated in step B on the spraying fixture, and prepare 420 stainless steel / SiC composite coating by cold spraying process, the specific Spraying parameters are: working gas is nitrogen, spraying pressure is 3.5MPa, temperature is 700°C, spraying distance is 30mm, spray gun moving speed is 400mm / s, powder feedi...
Embodiment 3
[0036] A: Weigh 1.5kg of 420 stainless steel powder, the particle size is 5-30μm, the powder shape is spherical; weigh Al 2 o 3 The powder is 500g, the particle size is 5-30 μm, and the powder appearance is irregular. The above two powders are mixed in a mechanical mixer to obtain a spray powder.
[0037] B: Perform acetone cleaning and sandblasting roughening treatment on the surface of the magnesium alloy substrate in sequence to obtain a treated substrate. The sandblasting pressure is 0.5MPa, the sandblasting time is 10s, and the number of sand shot used for sandblasting is 40 mesh.
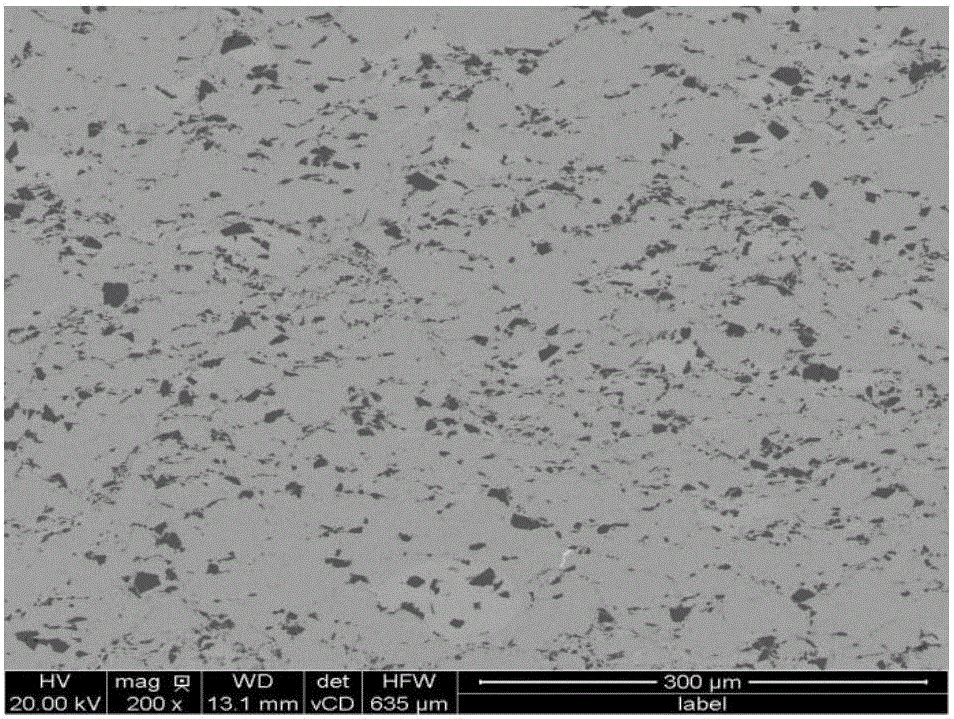
[0038] C: Put the spraying powder prepared in step A into the powder feeder, fix the magnesium alloy substrate treated in step B on the spraying fixture, and prepare 420 stainless steel / Al by cold spraying process 2 o 3 Composite coating; its specific spraying parameters are: working gas is nitrogen, spraying pressure is 2.5MPa, temperature is 800°C, spraying distance is 20mm, spray gun movi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More