

Two-frequency heat treatment and quenching process and device for D2 steel roller
A technology of quenching device and roll, which is applied in the fields of quenching process and device, heat treatment process and device, and can solve problems such as roll bending, low production capacity, and inability to meet technical requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
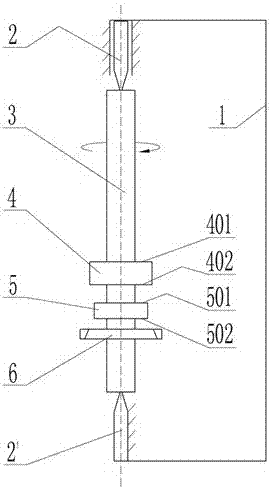
[0036] The present invention will be further explained below in conjunction with accompanying drawing:
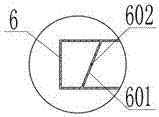
[0037] as attached figure 1 , 2 Shown, D 2 A device for dual-frequency heat treatment and quenching of steel rolls, including dual-frequency induction hardening machine tool 1, upper and lower clamping tips 2 and 2', upper heating sensor 4, lower heating sensor 5, water spray ring 6, upper clamping tip 2 and lower The tops of the clamping top 2' are facing each other, and the two tops are vertically supported on the working axis of the dual-frequency induction hardening machine tool 1; D 2 The steel roll 3 is clamped between the upper clamping tip 2 and the lower clamping tip 2' through the center holes at both ends; the upper heating sensor 4 and the lower heating sensor 5 are made of red copper, and the water spray ring 6 is made of stainless steel , the upper heating sensor 4, the lower heating sensor 5 and the water spray ring 6 are respectively along the working axi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More