

A kind of forging forming method of aluminum alloy wheel with high aspect ratio
A high-diameter ratio, aluminum alloy technology, applied in the direction of wheels, manufacturing tools, vehicle parts, etc., can solve the problem of unsatisfactory high-performance forged aluminum alloy wheels, low mechanical properties of forged aluminum alloy wheels, and low manufacturing process level of aluminum alloy wheels, etc. problem, to achieve the effect of simple structure, large forging ratio and fine grain
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The specific implementation will be described in detail below in conjunction with the accompanying drawings.
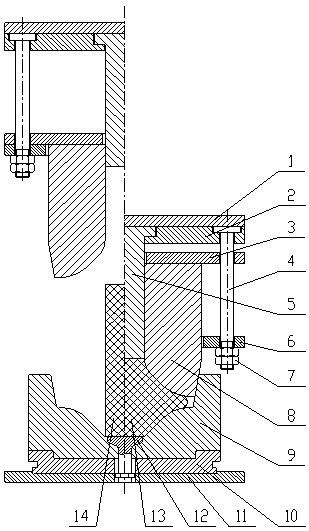
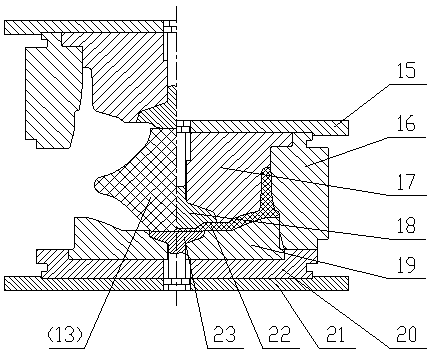
[0030] as attached figure 1 , 2 Shown are respectively the forming process and the die schematic diagram of the preliminary forging and final forging two forging steps of the present invention.
[0031] as attached figure 1The preliminary forging die shown mainly includes preliminary forging upper die plate 1, preliminary forging upper die plate 2, preliminary forging upper die base mounting plate 3, preliminary forging tie rod 4, preliminary forging pressure head 5, preliminary forging upper die base supporting plate 6, nuts 7. Pre-forging upper die base 8, preliminary forging lower die base 9, preliminary forging lower die base mounting plate 10, preliminary forging lower template 11, preliminary forging lower ejector 12. Among them, the preliminary forging upper die base 8 is connected under the preliminary forging upper die base mounting plate 3, and whe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More