

Machining process of marine gear
A processing technology, marine gear technology, applied in the field of gear processing, can solve the problems of transmission shaft grinding or gnawing, transmission shaft scrapping, large deformation, etc., and achieve the effect of reducing surface stress and hardness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
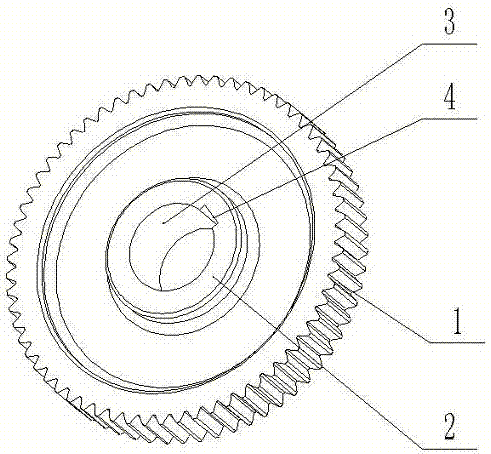
[0010] A marine gear processing technology, step 1, forging, choose 20CrMnTiH as the material, reserve 2.5mm allowance on one side according to the requirements of the drawing, and forge and shape; Insulate for 2 hours, and air-cool after being out of the furnace; step 3, rough turning, remove a large number of allowance holes, leave 2mm allowance on the end surface of the hole, and leave 1mm allowance on the rest of the surface, and the roughness is guaranteed to be Ra6.3; step 4, inner hole (3), inner hole There is a margin of 1.5-1.6mm on one side of the end face (2), and the rest of the surface is finely turned in place, and the roughness is guaranteed to be Ra3.2; step five, hobbing, to shape the tooth shape of the gear; step six, carburizing, passing Carburizing in a multi-purpose furnace, the hardened layer depth is 1.0-1.5mm, slowly cooling in a protective atmosphere to below 100°C and leaving the furnace for air cooling; step 7, finish turning after carburizing, finish...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More