

Automatic wire-feeding friction stir welding method for butt joint of dissimilar metal materials
A technology of friction stir welding and dissimilar metals, applied in metal processing equipment, welding/welding/cutting items, welding equipment, etc., can solve the problem of interfacial intermetallic compound thickness reducing interface stress, not improving aluminum/steel interface strength, weld seam Effective thickness reduction and other issues, to achieve the effect of reducing hole defects, excellent mechanical properties, and reducing residual stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0049] Embodiment 1, an automatic wire-feeding friction stir welding method for butt jointing of dissimilar metal materials, which includes the following steps:
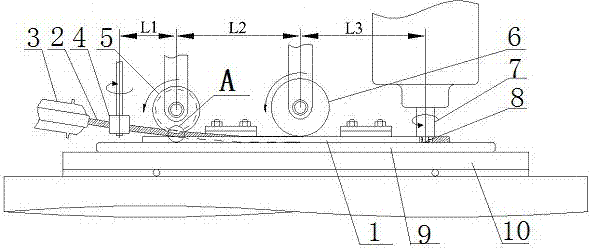
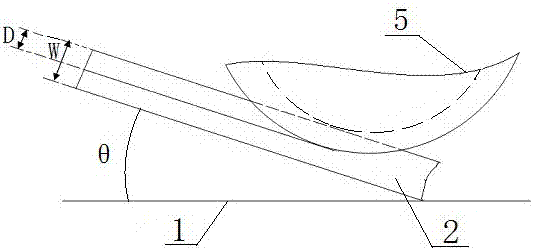
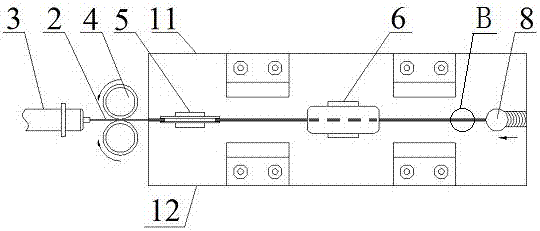
[0050] Step 1, the steel material 11 to be welded and the aluminum material 12 to be welded are docked and clamped on the fixed plate 9, the fixed plate 9 is fixedly installed on the welding platform 10, and the welding platform 10 is slidably installed on the base; the steel material 11 to be welded and the aluminum material to be welded are A gap is provided between the materials 12, and the gap width a is 0.3mm. The strip welding wire 2 is drawn out from the wire feed gun 3, and the angle between the strip welding wire drawn out by the wire feed gun and the surface of the weldment is 5°, so The thickness of the strip-shaped welding wire is 0.25mm, and the material is AlSi5; the straightening wheel group 4, the embedded wheel 5 and the leveling wheel 6 are placed above the gap in sequence, and the center distance be...
Embodiment 2
[0053] Embodiment 2, a friction stir welding method for automatic wire feeding for the butt joint of dissimilar metal materials, which includes the following steps:
[0054] Step 1, the steel material 11 to be welded and the aluminum material 12 to be welded are docked and clamped on the fixed plate 9, the fixed plate 9 is fixedly installed on the welding platform 10, and the welding platform 10 is slidably installed on the base; the steel material 11 to be welded and the aluminum material to be welded are A gap is provided between the materials 12, and the gap width a is 0.08 mm. The strip welding wire 2 is drawn out from the wire feed gun 3, and the angle between the strip welding wire drawn out by the wire feed gun and the surface of the weldment is 3°, so The thickness of the strip-shaped welding wire is 0.03mm, and the material is Cu; the straightening wheel set 4, the embedded wheel 5 and the leveling wheel 6 are placed above the gap in sequence, and the center distance b...
Embodiment 3
[0057] Embodiment 3, a friction stir welding method for automatic wire feeding for the butt joint of dissimilar metal materials, which includes the following steps:
[0058] Step 1, the steel material 11 to be welded and the aluminum material 12 to be welded are docked and clamped on the fixed plate 9, the fixed plate 9 is fixedly installed on the welding platform 10, and the welding platform 10 is slidably installed on the base; the steel material 11 to be welded and the aluminum material to be welded are A gap is provided between the materials 12, and the gap width a is 1.0mm. The strip welding wire 2 is drawn out from the wire feed gun 3, and the angle between the strip welding wire drawn out by the wire feed gun and the surface of the weldment is 6°, so The thickness of the strip-shaped welding wire is 0.98mm, and the material is ZnAl5; the straightening wheel set 4, the embedded wheel 5 and the leveling wheel 6 are placed above the gap in sequence, and the center distance ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More