

Electroplating PC/ABS alloy material and preparation method and application thereof
An alloy material and microsphere technology, applied in the field of electroplating PC/ABS alloy material and its preparation, can solve the problems of poor material strength and heat resistance, low material strength, low internal stress, etc. Excellent performance and the effect of reducing internal stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

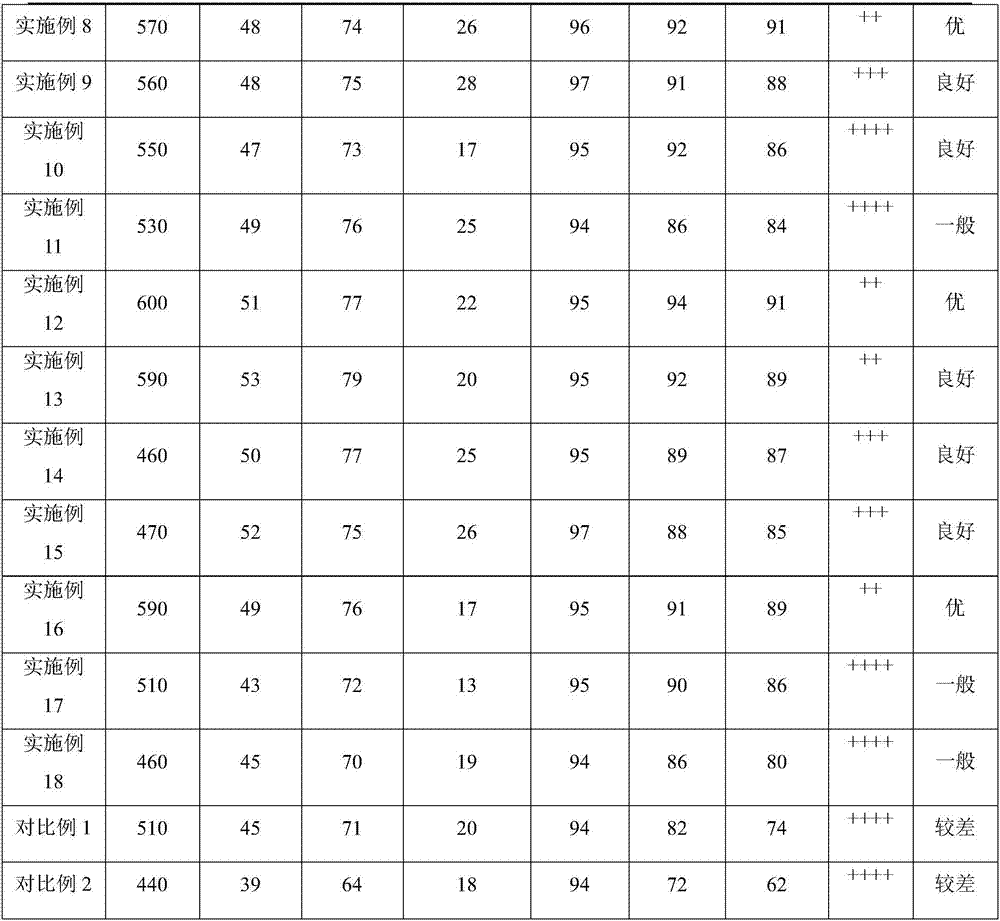
Examples
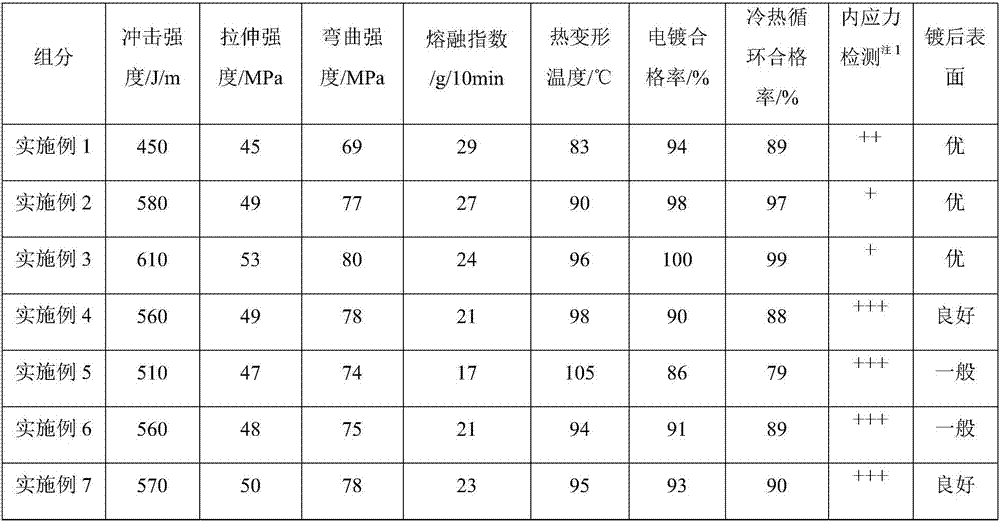
Embodiment 1
[0073] It includes the following raw materials in weight ratio: PC-1: 30 parts, ABS-1: 65 parts, organic microsphere-1: 5 parts, antioxidant 0.3 part, lubricant 0.4 part. Put the material into the high mixer and mix for 5-10 minutes, then put it into the twin-screw extruder to extrude and granulate. After extrusion, dry at 70-90°C for 3-4 hours to fully remove moisture and optimize the injection molding process to reduce the internal stress of the product. Control the mold temperature to 70-90°C, barrel temperature to 220-280°C, and injection speed to 30-70mm / s, injection pressure 30-70bar.
Embodiment 2
[0075] It includes the following raw materials by weight: PC-1: 40 parts, ABS-1: 55 parts, organic microsphere-1: 5 parts, antioxidant 0.3 part, lubricant 0.4 part. Put the material into the high mixer and mix for 5-10 minutes, then put it into the twin-screw extruder to extrude and granulate. After extrusion, dry at 70-90°C for 3-4 hours to fully remove moisture and optimize the injection molding process to reduce the internal stress of the product. Control the mold temperature to 70-90°C, barrel temperature to 220-280°C, and injection speed to 30-70mm / s, injection pressure 30-70bar.
Embodiment 3
[0077] It includes the following raw materials by weight: PC-1: 50 parts, ABS-1: 45 parts, organic microsphere-1: 5 parts, antioxidant 0.3 part, lubricant 0.4 part. Put the material into the high mixer and mix for 5-10 minutes, then put it into the twin-screw extruder to extrude and granulate. After extrusion, dry at 70-90°C for 3-4 hours to fully remove moisture and optimize the injection molding process to reduce the internal stress of the product. Control the mold temperature to 70-90°C, barrel temperature to 220-280°C, and injection speed to 30-70mm / s, injection pressure 30-70bar.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More