

Control method and device for arc energy and computer readable medium
An arc energy and control method technology, applied in arc welding equipment, manufacturing tools, welding equipment, etc., can solve the problems of uncontrollable welding power output, poor heat input control effect, etc., and achieve good quality and small heat input. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
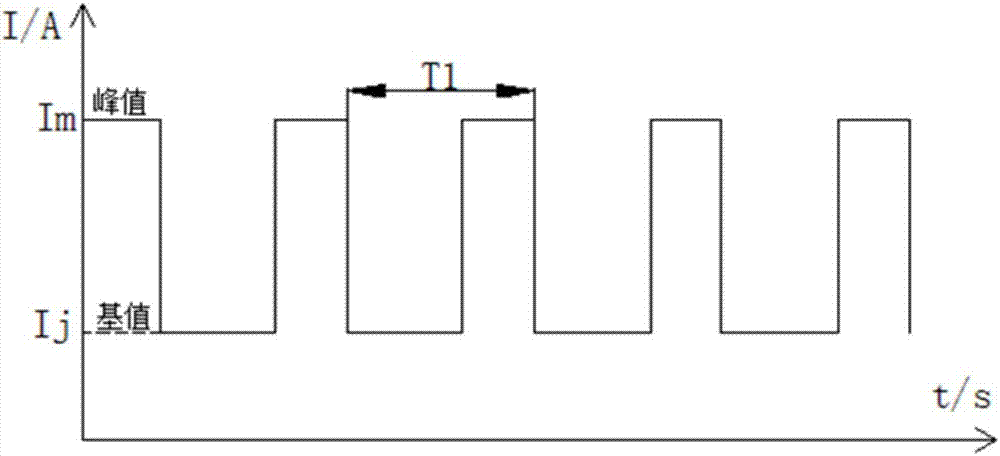
[0037] figure 1 A schematic diagram of the output waveform of an existing pulse welding power supply is given. In the existing pulse welding, the welding power supply periodically outputs pulse current I (unit is ampere A) with time t (unit is second s), the period of pulse current is T1, the peak value of pulse current is Im, and the pulse current The base value of is Ij.
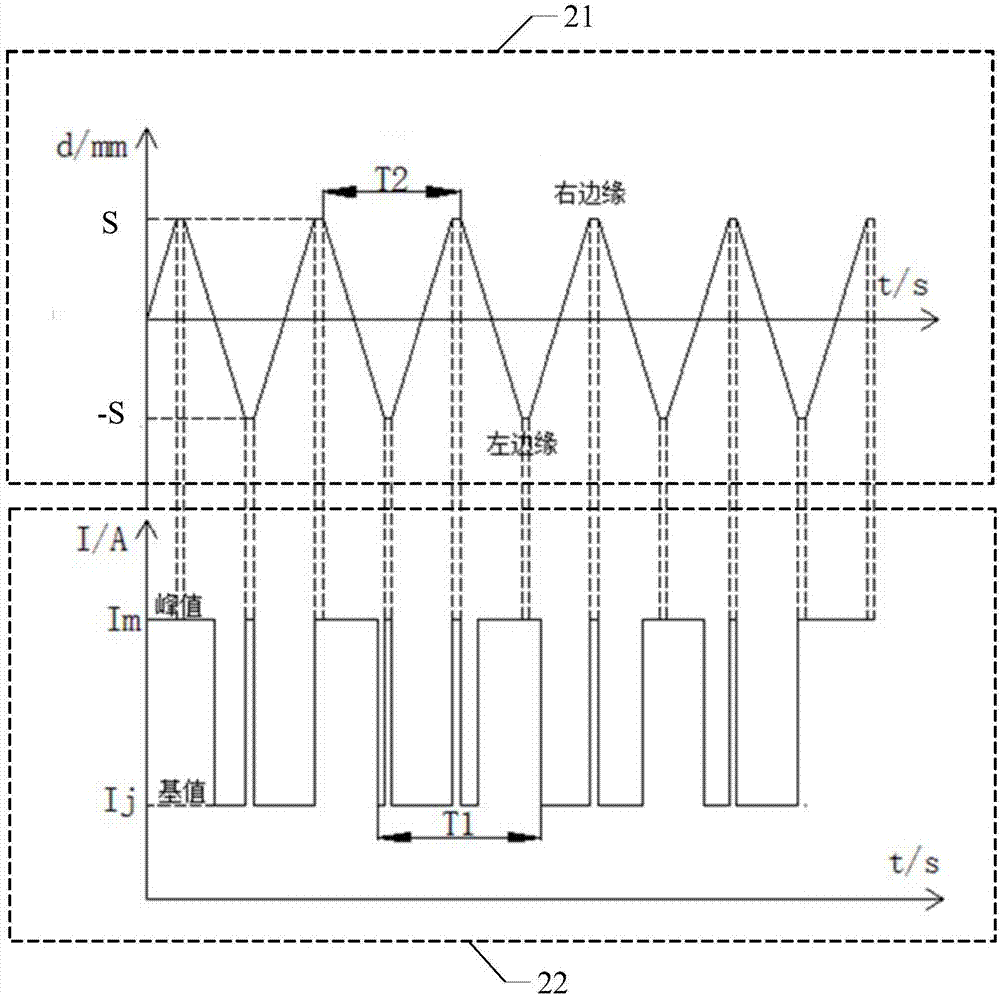
[0038] For oscillating arc welding, the existing control method based on the arc position is applied to control the output current of the pulse welding during the welding process. When the arc reaches the edge of the weld, the output of the welding power supply is forced to the base value of the pulse current or pulse peak current. The schematic diagram of the power output waveform of pulse welding based on arc position control is as follows: figure 2 shown.
[0039] see figure 2 , the upper figure 21 is a schematic diagram of the periodic swing of the arc position with time t (unit is second s), wh...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More