

Heat treatment and quenching process for high-carbon high-chromium tool steel
A high-carbon, high-chromium, tool steel technology, applied in the field of heat treatment of special steel materials, can solve the problem that it is difficult to reliably ensure the uniformity and stability of the hardenability crystal phase structure, the heat treatment process of the alloy composition is greatly affected, and the high-carbon steel materials Problems such as poor thermal conductivity can achieve high industrial application value, improve service life and mechanical properties, and eliminate creep
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without making creative efforts belong to the protection scope of the present invention.
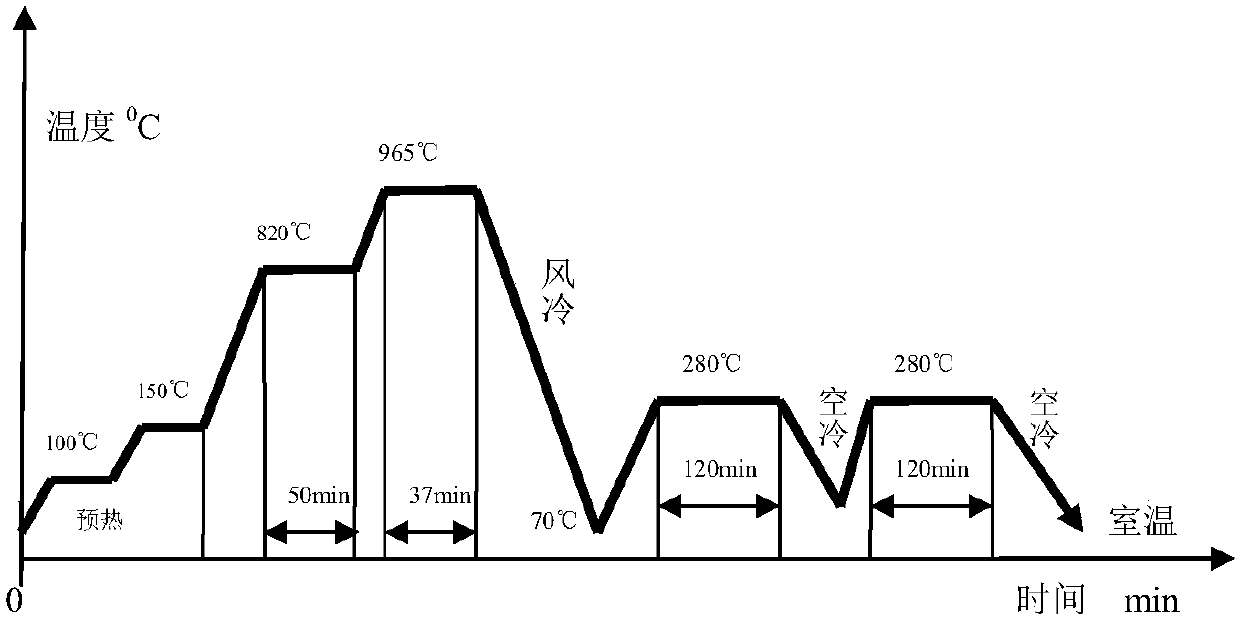
[0017] refer to figure 1 , taking the high-carbon high-chromium tool steel precision parts with an average thickness of 24mm as an example, the hardness requirement is HRC59-62.
[0018] (1) Put a batch of workpieces with a thickness of 24mm into the quenching furnace and heat them twice. The first time is heated to 100°C at a heating rate of less than 75°C / hour, and the second time is heated at a heating rate of less than 115°C / hour. Heat to 150°C.
[0019]...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More